



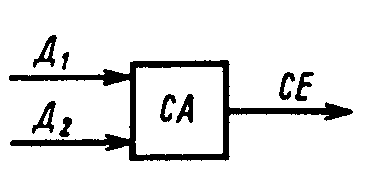
Рис. 2.2. Структурная схема автоматической сборки методом ПВ
Метод ПВ отличается от всех других методов достижения точности, требующих получения и использования дополнительной информации в ходе реализации сборочного процесса. Относительная простота организации и управления сборочными процессами при использовании метода ПВ объясняет его широкую распространенность для достижения точности размеров в автоматическом производстве.
Единственный недостаток метода ПВ – необходимость более высокой точности изготовления составляющих звеньев, чем при любом другом методе достижения точности. Поэтому относительная простота автоматизации сборки методом ПВ требует, как правило, высокой точности изготовления деталей, входящих в сборочную единицу.
Сборка методом ПВ наиболее производительна, так как не требует дополнительных затрат времени на получение и использование какой-либо дополнительной информации. Автоматическое сборочное оборудование, работающее при использовании этого метода, характеризуется простотой и компактностью. Однако стремление предельно удешевить сборку и автоматическое сборочное оборудование использованием ПВ приводит в ряде случаев к значительному повышению точности, а следовательно, и себестоимости изготовления составляющих деталей, что не всегда окупается снижением затрат на сборку.
При использовании метода НВ не у всех собранных сборочных единиц гарантируется получение замыкающего звена в требуемых допусках. Поскольку заранее не известно, в каком именно изделии требуемый размер замыкающего звена не обеспечивается, то замыкающее звено размерной цепи, образующееся при сборке, необходимо контролировать в каждой сборочной единице. Поэтому приходится осуществлять 100 %-ный контроль изделий. Это усложняет и удорожает сборку методом НВ, так как необходимо предусмотреть дополнительную контрольную позицию в сборочной автоматической линии или в сборочном автомате. Вместе с тем при использовании метода НВ допуски на составляющие звенья размерной цепи, т. е. на изготовление деталей, увеличиваются при той же точности замыкающего звена по сравнению с допусками при использовании метода ПВ в среднем в ![]() раз, где m – число составляющих звеньев, при 0,27 %-ном риске и нормальных законах распределения размеров. Поэтому чем больше составляющих звеньев в размерной цепи, тем выгоднее использовать метод НВ по сравнению с методом ПВ.
раз, где m – число составляющих звеньев, при 0,27 %-ном риске и нормальных законах распределения размеров. Поэтому чем больше составляющих звеньев в размерной цепи, тем выгоднее использовать метод НВ по сравнению с методом ПВ.
Структурная схема сборочного автомата, реализующего сборку методом НВ, показана на рисунке. 2.3. Детали Д1 и Д2 собираются в сборочном автомате СА. Все СЕ должны пройти контрольный автомат КА и часть СЕ, попавших в процент риска, будет отбракована. Эти СЕ должны быть разобраны разбирающим автоматом РА, а составляющие детали возвращены для повторной сборки в другом сочетании.
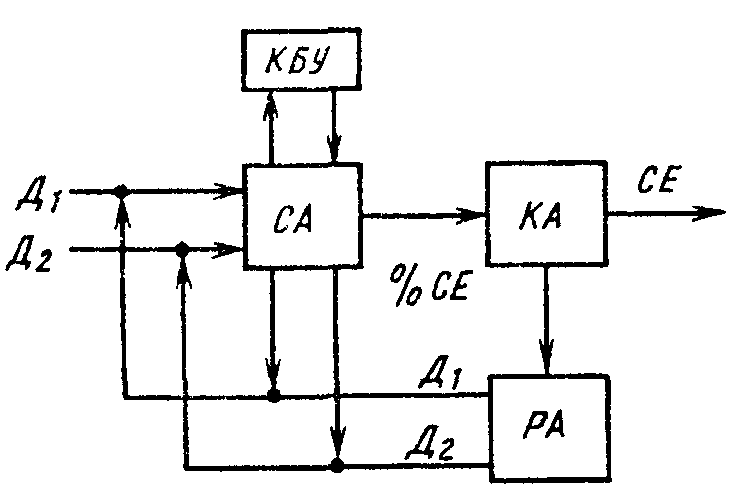
Рис. 2.3. Структурная схема автоматической сборки методом НВ
В ряде случаев, например при сборке валика и втулки по переходной посадке, может оказаться, что некоторые детали вовсе нельзя установить при сборке. Эти случаи тоже включены в процент риска. Они могут привести к заклиниванию или поломке сборочного автомата. Для предотвращения заклинивания и поломок необходимо предусмотреть контрольно-блокировочное устройство КБУ, которое прерывает сборочный процесс, выводит из зоны сборки несобранные детали, возвращает автомат в исходное состояние для продолжения сборки других деталей. КБУ срабатывает при получении текущей информации о сборочном процессе. Для этого бывает достаточным контролировать силы в процессе соединения деталей на рабочей позиции сборочного автомата, например осевую силу при постановке валика во втулку. В случае возникновения натяга или при заклинивании деталей сила сопротивления движению рабочего органа сборочного автомата, устанавливающего деталь, увеличится, что послужит сигналом к прерыванию сборки, возвращению рабочего органа в исходную позицию и удалению собираемых деталей из рабочей зоны автомата.
Использование метода НВ, таким образом, требует дополнительного оснащения сборочного автомата контрольной позицией и блокирующим устройством, требует разборки изделий, не соответствующих требованиям точности (их количество соответствует проценту риска) и средств возврата деталей на сборку. Для осуществления сборки требуется дополнительная информация, которая может быть получена не заранее, а только лишь в процессе сборки или по завершении сборки. Эта информация должна быть получена с помощью соответствующих датчиков, преобразована для автоматического анализа и выдачи управляющего воздействия, а также использована для осуществления автоматической сборки методом НВ.
Наличие процента риска, необходимость получения и использования в ходе сборки дополнительной информации требует дополнительных затрат времени на сборку, что снижает ее производительность. Вместе с тем увеличение в несколько раз допусков размеров составляющих звеньев, т. е. допусков на изготовление собираемых деталей, и, следовательно, их удешевление может в ряде случаев окупить дополнительные затраты на автоматическую сборку изделия методом неполной взаимозаменяемости.
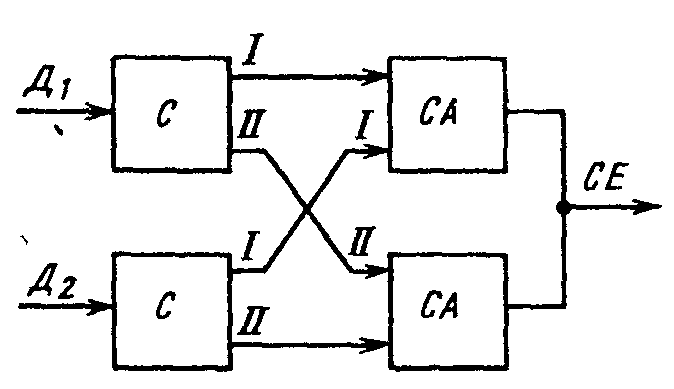
Рис. 2.4. Структурная схема автоматической сборки двух деталей методом ГВ.
Схематично сборка двух деталей методом ГВ показана на рисунке 2.4. При автоматической сборке методом ГВ детали должны быть предварительно рассортированы по размерам на группы сортировочными автоматами С. Далее детали Д1 и Д2 первой размерной группы собираются сборочным автоматом СА. Аналогично собираются детали других размерных групп. На схеме для простоты показаны два сборочных автомата, каждый из которых собирает детали одной размерной группы. Так может быть только при соответствующем большом объеме выпуска изделий. Если же для достижения требуемой производительности достаточно одного автомата, то детали разных размерных групп собираются на одном автомате по очереди. В этом случае необходимо обеспечить одновременную подачу на сборочную позицию собираемых деталей какой-либо одной размерной группы. В пределах одной размерной группы достижение точности изготовления изделий осуществляется методом ПВ. Поэтому в собранных изделиях гарантируется достижение требуемого размера замыкающего звена и дополнительный контроль не требуется.
При сборке методом ГВ m составляющих сборочную единицу деталей сортируют на n размерных групп. Для хранения и подачи на сборку необходимо mn накопителей. Некоторые детали клеймят или маркируют, чтобы при сборке их не перепутать с такими же деталями другой размерной группы. Это усложняет организацию сборки. Предварительная сортировка собираемых деталей на размерные группы требует получения информации о размерах всех деталей путем их измерения. Поэтому по сравнению с методом ПВ метод ГВ так же, как и другие методы, требует увеличения информации для осуществления сборки. Для этого необходимы дополнительные устройства и дополнительные затраты времени. Вместе с тем допуски на составляющие звенья расширяются в n раз и при ГВ К = n.
Достижение требуемой точности замыкающего звена регулированием размера в автоматической сборке может осуществляться с использованием подвижного или неподвижного компенсатора. В первом случае для этого следует использовать соответствующие возможности конструкции самого изделия, где размер может регулироваться с помощью винтового, клинового или другого механизма.
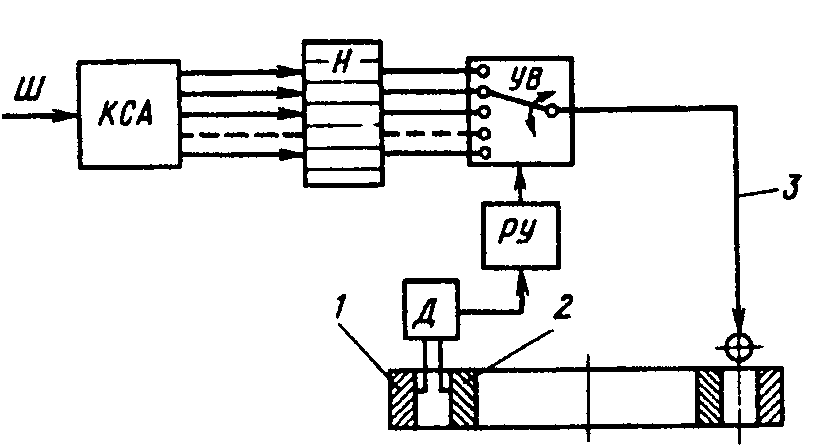
Рис. 2.5. Схема автоматической сборки шарикоподшипников
Во втором случае при неподвижном компенсаторе требуется заранее изготовить детали-компенсаторы нескольких разных размеров и в процессе сборки установить компенсатор необходимого в данном случае размера. Так, например, для обеспечения требуемого натяга подшипников выходного вала редуктора, регулируемого с помощью прокладки между крышкой подшипника и корпусом, необходимо собрать узел без прокладки, приложить к крышке необходимую силу для создания натяга подшипника, измерить образовавшийся зазор между корпусом и крышкой и поставить в этот зазор прокладку соответствующей толщины, сняв предварительно крышку подшипника. Таким образом, при регулировании необходимо получать информацию в процессе сборки и организовать обратную связь.
Примером использования метода регулирования в автоматической сборке может быть автоматическая сборка подшипников. Размеры шариков Ш (рис. 2.5), поступающих на сборку, измеряются в контрольно-сортировочном автомате КСА, и шарики сортируются по размерам на 50 размерных групп через 2 мкм. Рассортированные по группам шарики попадают в накопители H. На позицию автомата поступают два кольца шарикоподшипника: наружное 1 и внутреннее 2. Радиальный зазор между двумя пришедшими на сборку кольцами 1 и 2 автоматически измеряется датчиком Д. Сигнал от датчика поступает в решающее устройство РУ и далее в устройство выбора УВ размеров шариков. УВ включает и переключает подвижный лоток на кассету накопителя с требуемыми размерами шариков. Необходимое число шариков нужного размера по трубчатому лотку 3 подается на сборочную позицию.
Применение метода регулирования в автоматическом производстве связано с необходимостью автоматического измерения размеров, обработки полученной информации и использования ее для регулирования механизма или процесса.
Использование ЭВМ, контактных головок, активного контроля размеров, адаптивного управления свидетельствует о переходе от метода полной взаимозаменяемости на метод автоматического регулирования для достижения высокой точности в условиях автоматического производства.
Таким образом, метод регулирования для достижения требуемой точности замыкающих звеньев размерных цепей характеризуется следующими общими положениями: допуски размеров составляющих звеньев могут быть установлены исходя из возможностей изготовителя и значительно большими по сравнению с допусками размеров при ПВ; для регулирования размеров при сборке необходимо наличие информации о получаемых при сборке размерах, т. е. наличие обратной связи; регулированием можно обеспечить высокую точность размера замыкающего звена независимо от допусков размеров, с которыми изготовлены составляющие звенья.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
