



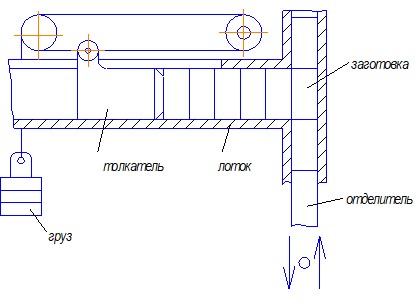
Рис. 5.16. Схема горизонтального лоткового магазина - транспортера.
Рис. 5.17. Дисковый магазин - транспортер. 1 - цанга, 2 - заготовка, 3 - диск с заготовками, 4 - механизм периодического поворота диска, 5 - револьверная головка, 6 - цанговый патрон.
Этот магазин транспортер смонтирован на револьверном станке. Рабочий вручную устанавливает заготовки на пальцы диска. В положении, показанном на рисунке 5.17., револьверная головка перемещается к диску. Цанга револьверной головки входит в деталь, последняя при обратном движении окажется на револьверной головке. Когда VI позиция окажется напротив цангового патрона, происходит установка детали в цанговый патрон. После одного полного оборота револьверной головки диск с заготовками повернется на один угловой шаг и подставит следующую заготовку для транспортирования в рабочую зону. В этом устройстве револьверная головка исполняет роль транспортера и питателя. Дисковые магазины нашли применение для подачи деталей в рабочую зону зубообрабатывающих, торцешлифовальных станков.
Винтовые магазины - транспортеры
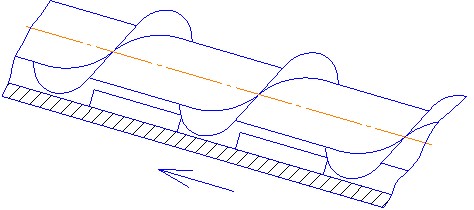
Рис. 5.18. Винтовой магазин-транспортер
Применяют для подачи стержневых и конических роликов, колец и др. деталей. В основном коротких деталей, во избежании заклинивания. Бывают магазины - транспортеры и с двумя винтами.
Бункерные магазины
Также как и в магазинах, заготовки в бункерные магазины укладываются вручную с соблюдением ориентации, однако укладка многослойная. Бункерные магазины позволяют накапливать большое количество заготовок, их следует применять, когда время цикла ![]() небольшое и магазины не обеспечивают нужной производительности.
небольшое и магазины не обеспечивают нужной производительности.
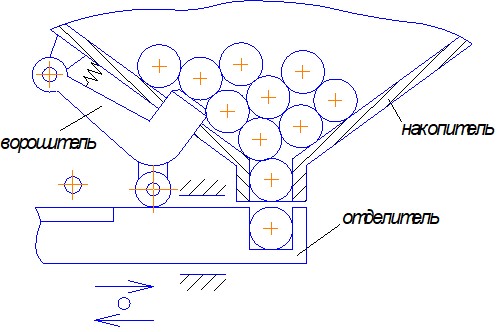
Рис. 5.19.Бункерный магазин.
Различают барабанные бункерные магазины и горизонтальные полусамотечные бункерные магазины.
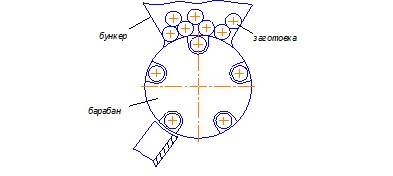
Рис. 5.20. Схема барабанного бункерного устройства
Применяются для заготовок типа стержней, колец и дисков.
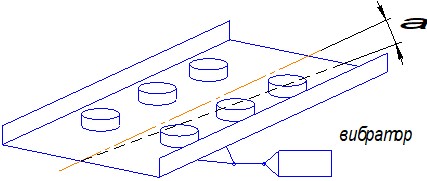
Рис. 5.21. Схема лоткового бункерного магазина.
![]()
Необходимо иметь настройку на ![]() б. Лотки просты, надежны в работе. Применяются для заготовок типа колец, дисков.
б. Лотки просты, надежны в работе. Применяются для заготовок типа колец, дисков.
В бункерных магазинах могут образовываться своды из заготовок, поэтому следует предусматривать ворошители, разрушающие своды. Конструкции сводоразрушителей могут быть различны.
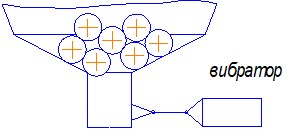
Рис. 5.22. Схема бункерного магазина со сводоразрушителем.
5.4 Узлы загрузочных устройств
Отделители (отсекатали) – предназначены для отделения от общего потока одной либо нескольких заготовок, а затем для подачи их к питателю, либо в рабочую зону. В качестве отсекателей используют штифты, планки, диски, барабаны и т. п. Отсекатели в зависимости от движения подразделяются на отсекатели: а) с возвратно-поступательным движением; б) колебательным движением; в) вращательным движением. Штифты – отсекатели приводятся в движение либо от кулачков распределительного вала, либо от пневмоцилиндра, либо от подвижных частей питателя.
Рис. 5.23. Штифтовой отделитель: 1-магазин, 2-заготовка, 3-штифты, 4-рычаг.
В штифтовых отсекателях штифты 3 располагаются параллельно на расстоянии, равном размеру заготовки 2. Приводятся в движении от поворачиваемого рычага 4.
Недостаток штифтовых отсекателей состоит в том, что они имеют нейтральное положение, поэтому при недостаточной скорости действия отсекателя возможно наскакивание штифтов на заготовку или проскакивание нескольких заготовок.
Производительность отсекателей с возвратно-поступательным движением 100-120 отсеканий/мин.
Отсекатель с колебательным движением изображен на рисунке 5.24.
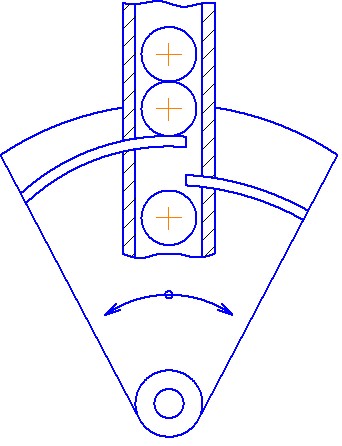
Рис. 5.24. Отсекатель с колебательным движением.
Этот отсекатель состоит из качающегося сектора и двух штифтов, расположенных с разных сторон накопителя. В том положении, как показано на рисунке 5.24, верхний штифт удерживает общий поток заготовок, кроме нижней заготовки, которая проваливается в приемный лоток. При движении справа налево нижний штифт перекрывает выход в приемный лоток, а верхний даст возможность деталям опуститься до нижнего штифта. Расстояния между отсекателями равно размеру заготовки, если отсекается одна деталь, либо размеру заготовки, умноженному на число деталей, если отсекается несколько штук.
Производительность таких отсекателей до 150 шт./мин. Как упоминалось ранее, существуют отсекатели с вращательным движением отсекающих звеньев, например, дисковые или барабанные отсекатели.
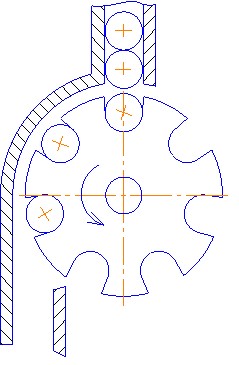
Рис. 5.25. Дисковый отсекатель
Дисковые отсекатели представляют собой диски или барабаны с вырезами по форме подаваемых заготовок. Они получают принудительное периодическое вращение от специального механизма. При повороте такого диска или барабана на некоторый угол запавшая из магазина в вырез заготовка отделяется от общего потока и передается в питатель, в то время как остальные заготовки удерживаются в накопителе. Дисковые отсекатели, имея малую относительную скорость, обеспечивают высокую производительность, плавность работы и отсутствие повреждений поверхностей подаваемых заготовок. В то же время, по сравнению со штифтовыми отсекателями, они имеют более сложную конструкцию и их можно использовать для заготовок типа тел вращения.
Питатели - это механизмы загрузочных устройств, которые подают заготовки из магазина или накопителя к шпинделю станка или к транспортной системе автоматической линии. Конструкции питателей разнообразны, они многозвенны и пространственны и зависят от конфигурации и компоновки станка, формы и размеров заготовок. Питатель является неотъемлемой частью автоматического загрузочного устройства, и его работа связана с кинематикой станка и входит в его цикл.
По движению исполнительного органа различают питатели:
1) с возвратно - поступательным движением (траектория-прямая линия);
2) c возвратно-колебательным движением (траектория - часть окружности);
3) c вращательным движением (траектория-окружность);
4) с комбинированным движением.
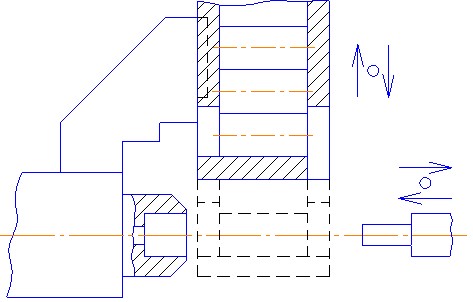
Рис. 5.26. Схема питателя с возвратно-поступательным перемещением.
На рисунке 5.26 показана схема питателя с возвратно-поступательным перемещением. Для подачи очередной заготовки в патрон станка магазин по направляющим кронштейна опускается вниз, после этого питатель, совершая возвратно-поступательное движение, заталкивает заготовку. После этого патрон должен зажать заготовку, питатель вернется в исходное положение, магазин поднимется вверх.
Питатели с возвратно-поступательным движением рабочего органа являются наиболее распространенным в загрузочных устройствах для металлорежущих станков. Конструкция их проста, но они могут быть рекомендованы при малых скоростях перемещения толкателя. Привод питателей самый разнообразный: механический, пневматический, гидравлический и электромеханический.
Питатели с колебательным движением (маятниковые), по конфигурации проще питателей с возвратно-поступательным движением, кроме того, они позволяют освободить рабочую зону обслуживаемого станка
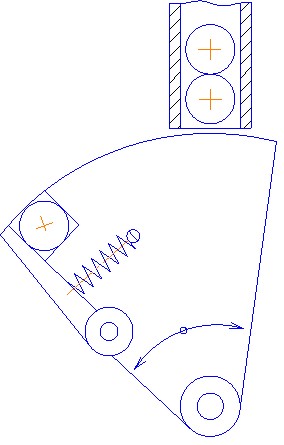
Рис. 5.27. Питатели с колебательным движением.
Эти питатели перемещают заготовку путем переноса, а поэтому, для удержания подаваемой заготовки они имеют захват. В зависимости от типа обслуживаемого станка питатель может иметь горизонтальную или вертикальную ось качания. Работают такие питатели стабильно, конструктивно они несколько проще питателей с возвратно-поступательным движением, т. к. для них нет необходимости применять специальные направляющие. Примером питателя с комбинированным движением рабочего органа является питатель в дисковом магазине - транспортере, с которым мы знакомились. Там в качестве питателя выступает револьверная головка, совершающая как вращательное, так и возвратно-поступательное перемещения. Являются наиболее распространенными. Обычно используются в многопозиционных контрольных автоматах и различных полуавтоматах, на револьверных станках.
5.5 Механические руки (автооператоры)
К загрузочным устройствам относится также различного рола пневматические, гидравлические и другие подъемники, которые переносят заготовки или обрабатываемые детали с транспортера в рабочую зону станка, а после окончания обработки передают деталь на отводящий транспортер. Такие автоматические загрузочные устройства по характеру действий напоминают руки рабочего, устанавливающего и снимающего детали со станка, поэтому их называют механическими руками.
Механические руки широко используются на заводах массового производства при загрузке деталей типа валов, дисков, шестерен.
Простоя механическая рука имеет чаще всего два движения. В случае, показанном на рисунке 5.28, одним из них является вертикальное, обеспечиваемое пневмоприводом, другим – горизонтальное от электродвигателя через редуктор и винтовую пару.
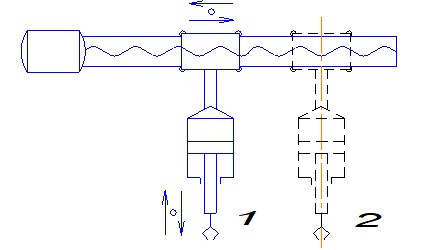
Рис. 5.28. Схема автооператора с одной рукой.
В положении 1 шток пневмоцилиндра опускает клещевой захват на заготовку и поднимает ее над транспортером. Затем каретка руки перемещается по своим направляющим вправо, в положение 2. Механическая рука опускает заготовку в рабочую зону станка. После закрепления заготовки механическая рука приподнимается, не мешая ее обработке. После окончания обработки рука забирает обрабатываемую деталь и переносит ее на транспортер (в положение 1).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
