


Платиновую проволоку и контролируемую деталь подключают к электрической схеме, в которую входят источник тока с регулируемым напряжением 1—3 В и внутренним сопротивлением 10— 20 кОм, микроамперметр с пределом измерения 150—300 мкА и классом точности не ниже 4,0 и включатель.
Перед началом работы воронку на три четверти объема заполняют раствором, открывают кран и заполняют капиллярную трубку. Горлышко воронки закрывают пробкой, закрывают кран. Снова открывают кран и дают возможность раствору вытекать до тех пор, пока не начнется равномерное засасывание пузырьков воздуха в воронку, что указывает на установившееся в ней постоянное давление.
Деталь укрепляют в штативе (на подставке) таким образом, чтобы конец капиллярной трубки был расположен на расстоянии 4—5 мм от поверхности детали и обеспечивалось свободное стекание раствора.
Деталь должна быть электрически изолирована от металлического штатива (подставки).
При проведении измерения включают схему, одновременно открывают кран и включают секундомер. Останавливают секундомер и закрывают кран в момент отклонения стрелки измерительного прибора, которое происходит при появлении основного металла или подслоя.
3.16.3. Струйно-периодический метод
При проведении измерений применяют установку по п. 3.16.2 без электрической схемы.
Подготовку установки проводят по п. 3.16.2.
При измерении полностью открывают кран, одновременно включают секундомер и наблюдают за состоянием поверхности в месте падения струи до полного растворения покрытия. Признак окончания измерения указан в табл. 4.
Допускается прерывать измерение (закрывать кран и останавливать секундомер) при необходимости удаления продуктов растворения покрытия, при этом число секунд, в течение
ГОСТ 9.302—88 С. 15
|
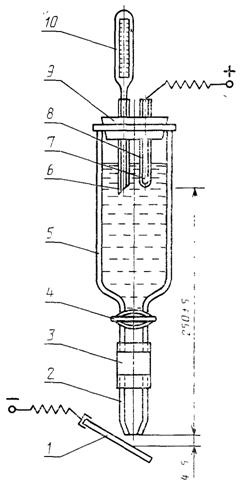
1 – деталь; 2 – капиллярная трубка; 3 – резиновая трубка; 4 – кран; 5 – капельная воронка;
6, 8 – стеклянные трубки; 7 – платиновая проволока; 9 – пробка; 10 – термометр
Черт. 1
которых идет растворение покрытия, суммируют.
Продукты растворения покрытия удаляют фильтровальной бумагой, свернутой в виде жгута.
При измерении толщины многослойных покрытий отдельно отмечают время, затраченное на растворение каждого слоя.
С. 16 ГОСТ 9.302-88
Т а б л и ц а 5
Температура, ºС | Толщина Ht, снимаемая за 1 с, мкм, для покрытия | |||||||
цинкового из цианистых, сернокислых, аммиакатных и цинкатных электролитов | кадмиевого из цианистых и сульфатноаммониевых электролитов | медного из сернокислых и пирофосфатных электролитов | сплава медь-цинк из цианистых электролитов | никелевого из сернокислых электролитов | хромового их сернокислых электролитов | серебряного из цианистых и дицианоаргентатных электролитов | сплава серебро-сурьма из цианистых и дицианоаргентатных электролитов | |
12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 | 0,515 0,530 0,542 0,560 0,571 0,589 0,610 0,630 0,645 0,670 0,690 0,715 0,740 0,752 0,775 0,790 0,808 0,824 0,833 | 0,190 0,195 0,201 0,207 0,211 0,217 0,223 0,229 0,235 0,241 0,247 0,253 0,260 0,265 0,272 0,279 0,286 0,294 0,302 | 0,538 0,568 0,602 0,641 0,685 0,735 0,794 0,862 0,926 0,980 1,042 1,099 1,163 1,220 1,266 1,333 1,389 1,429 1,471 | 0,443 0,470 0,498 0,526 0,560 0,594 0,629 0,664 0,699 0,734 0,768 0,802 0,836 0,870 0,900 0,934 0,968 1,000 1,030 | 0,236 0,262 0,294 0,333 0,376 0,424 0,467 0,493 0,521 0,546 0,575 0,606 0,641 0,671 0,709 0,741 0,769 0,800 0,833 | 0,066 0,075 0,083 0,094 0,101 0,109 0,120 0,131 0,139 0,147 0,156 0,164 0,169 0,174 0,178 0,184 0,188 0,193 0,196 | 0,290 0,305 0,320 0,340 0,355 0,367 0,380 0,390 0,403 0,413 0,420 0,431 0,439 0,450 0,459 0,469 0,478 0,485 0,495 | 0,210 0,216 0,224 0,236 0,248 0,260 0,272 0,285 0,295 0,310 0,320 0,325 0,345 0,360 0,370 0,382 0,395 0,410 0,420 |
Примечание. Значение Нt для покрытий сплавом медь-олово при температуре 18—30 °С равно 0,50.
ГОСТ 9.302-88 С. 17
Толщину покрытия (Н) в микрометрах вычисляют по формуле
Н = Нt τ, (5)
где Нt — толщина покрытия, снимаемая за 1 с, мкм;
τ — время, затраченное на растворение покрытия, с.
Толщины Ht для различных покрытий в зависимости от температуры приведены в табл.5.
При расчете в формулу вводят поправочный коэффициент для следующих покрытий:
0,7 — для кадмиевого из сернокислых электролитов;
1,15 — для кадмиевого из хлористоаммонийных электролитов;
1,35 — для медного из цианистых электролитов;
1,2 — для хромового из саморегулирующихся и тетрахроматных электролитов;
1,2 — для никелевого из электролитов с блескообразователями Лимеда НБ-1, Лимеда НБ-3, Лимеда ННБ-1;
1,1 — для никелевого из сульфаминового электролита;
0,9 — для сплава медь-цинк из пирофосфатного электролита.
Относительная погрешность электроструйного и струйно-периодического методов ±10 %.
3.16.4. Струйно-объемньй метод
При проведении измерений применяют бюретку со стеклянным краном с ценой деления 0,1 см3. К бюретке при помощи резиновой трубки присоединяют капиллярную трубку, откалиброванную, как указано в п. 3.16.2.
Деталь укрепляют в штативе (подставке) как указано в п. 3.16.2.
Измерение проводят по п. 3.16.3.
Перед началом измерения бюретку наполняют до нулевого деления.
При измерении отмечают объем раствора, затраченный на растворение покрытия.
Толщину покрытия (Н) в микрометрах вычисляют по формуле
H = HvV, (6)
где Нv — толщина покрытия, снимаемая 1 см3 раствора, мкм;
V — объем раствора, израсходованный на растворение покрытия, см3.
Толщины Нvдля различных покрытий в зависимости от температуры приведены в табл. 6.
При расчете толщины покрытия в формулу вводят поправочный коэффициент для следующих покрытий:
1,1 — для цинкового из электролитов с блескообразователями ДХТИ-102, Ликонда ZnSR, Лимеда СЦ, Лимеда НЦ, Лимеда ОЦ;
1,2 — для цинкового из электролитов с блескообразующими добавками БЦ, НБЦ, БЦУ;
С. 18 ГОСТ 9.302-88
Таблица 6
Температура, ˚С | Толщина Нv, снимаемая 1 см3 раствора, мкм, для покрытия | ||||
цинкового из цианистых, сернокислых, аммиакатных и цинкатных электролитов | кадмиевого из цианистых электролитов | медного из сернокислых и пирофосфатных электролитов | сплава медь-цинк из сернокислых и пирофосфатных электролитов | никелевого из сернокислых электролитов | |
12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 | 1,465 1,501 1,540 1,597 1,610 1,645 1,688 1,740 1,776 1,845 1,895 1,945 1,990 2,033 2,080 2,126 2,173 2,219 2,266 | 0,886 0,900 0,914 0,929 0,943 0,957 0,971 0,986 1,000 1,014 1,029 1,043 1,057 1,071 1,086 1,100 1,114 1,129 1,143 | 2,268 2,370 2,481 2,604 2,747 2,915 3,115 3,344 3,546 3,717 3,906 4,065 4,255 4,425 4,455 4,472 4,485 4,500 4,515 | 1,475 1,560 1,660 1,750 1,865 1,970 2,080 2,210 2,330 2,440 2,560 2,680 2,780 2,910 3,000 3,100 3,240 3,330 3,350 | 0,995 1,091 1,211 1,355 1,510 1,681 1,832 1,908 1,996 2,070 2,151 2,242 2,347 2,433 2,520 2,620 2,720 2,820 2,920 |
ГОСТ 9.302-88 С. 19
0,7 — для кадмиевого из сернокислых электролитов;
1,35 — для медного из цианистых электролитов;
1,1 — для медного из электролитов с блескообразующими добавками БС-1, БС-2, Лимеда Л-2А, ЛТИ-1,1;
1,1 — для никелевого из электролитов с блескообразующими добавками на основе 1,4-бутиндиола и сульфаминового электролита;
1,4 — для никелевого из электролитов с блескообразующими добавками на основе динатриевой соли нафталин-1,5-дисульфо-кислоты, динатриевых солей 2,6- и 2,7-нафталиндисульфокислоты;
1,1 — для сплава медь-цинк из цианистых электролитов.
При измерении толщины покрытий, полученных из электролитов с блескообразующими добавками, образовавшийся шлам следует удалить фильтровальной бумагой, свернутой в виде жгута.
При измерении толщины многослойных покрытий отдельно отмечают объем раствора, затраченный на растворение каждого слоя.
Относительная погрешность метода ±15 %.
3.17. Метод капли
3.17.1. Метод основан на растворении покрытия соответствующим раствором, наносимым на поверхность каплями и выдерживаемым в течение определенного промежутка времени.
Метод применяют для однослойных и многослойных покрытий (послойно).
3.17.2. При проведении измерения на поверхность покрытия наносят из капельницы одну каплю раствора, выдерживают время, указанное в табл. 7, и насухо удаляют фильтровальной бумагой. Затем на то же место наносят вторую каплю раствора, повторяют до полного растворения покрытия.
Для предотвращения растекания раствора на поверхности детали с помощью любого химически стойкого изолирующего материала ограничивают площадку и наносят на нее каплю раствора для снятия покрытия.
Растворы, применяемые для измерения толщины покрытия, время выдержки капли и признак окончания измерения приведены в табл. 7, а их приготовление — в приложении 4.
3.17.3. Толщину покрытия (Н) в микрометрах вычисляют по формуле
Н = Нк (n – 0,5) (7)
где Нк — толщина покрытия, снимаемая одной каплей раствора за определенное время, мкм;
п — количество капель, израсходованное на растворение покрытия.
С. 20 ГОСТ 9.302-88
Таблица 7
Растворы, применяемые для контроля толщины покрытий методом капли
Вид покрытия | Основной металл или металл подслоя | Номер раствора | Состав раствора | Время выдержки одной капли, с | Признак окончания измерения | ||
Компоненты | Концентрация | ||||||
г/дм3 | см3/дм3 | ||||||
Цинковое, кадмиевое | Сталь, медь и ее сплавы, никель | 29 | Медь сернокислая | 100 | — | 60 | Появление розового пятна |
Медное | Сталь, никель, алюминий и его сплавы | 2 | Ангидрид хромовый Аммоний сернокислый | 275 110 | — — | 60 | Появление основного металла или металла подслоя |
Никелевое | Сталь, медь и ее сплавы, алюминий и его сплавы, титан | 23 | Железо хлорное Медь сернокислая | 300 100 | — — | 30 | Появление розового пятна |
Хромовое | Сталь, медь и ее сплавы, никель, цинк и его сплавы, титан | 6 | Кислота соляная (плотность 1,19 г/см3) | — | 360 | 60 | Появление основного металла или металла подслоя |
Оловянное, сплав олово-висмут | Сталь, медь и ее сплавы, никель | 30 | Железо хлорное Медь сернокислая Кислота соляная 1 моль/дм3 | 75 50 — | — — 300 | 30 | Появление розового пятна или металла подслоя |
ГОСТ 9.302-88 С. 21
Продолжение табл. 7
Вид покрытия | Основной металл или металл подслоя | Номер раствора | Состав раствора | Время выдержки одной капли, с | Признак окончания измерения | ||
Компоненты | Концентрация | ||||||
г/дм3 | см3/дм3 | ||||||
Оловянное, сплав олово-висмут, сплав олово-свинец, сплав олово-цинк, свинцовое | Сталь, медь и ее сплавы, никель | 8 | Кислота борфтористо-водородная (плотность 1,3 г/см3) Лимеда УПОС-2 | — 100 | 150 — | 30 | Появление основного металла или металла подслоя |
31 | Кислота борфтористо-водородная (плотность 1,3 г/см3) Лимеда УПОС-2 | 50 — | 75 — | ||||
Сплав медь-цинк (латунь) | Сталь | 28 | Железо хлорное Кислота соляная (плотность 1,19 г/см3) Кислота уксусная (ледяная) Сурьма треххлористая | 150 — — 15 | — 150 250 — | 30 | Появление основ него металла |
С. 22 ГОСТ 9.302—88 ГОСТ 9.302—88 С. 23
Таблица 8
Температура , ºС | Толщина Нк, снимаемая одной каплей, мкм, для покрытия | ||||||||||||||||
цинкового из цианистых, сернокислых, аммиакатных, цинкатных электролитов | кадмиевого из цианистых, сернокислых, хлористоаммонийных, сульфатноаммонийных электролитов | медного из цианистых, сернокислых, пирофосфатных электролитов | никелевого из сернокислых, сульфоаммонийных электролитов | хромового | сплава медь-цинк | Оловянного сплава олово-висмут | Сплава олово-свинец (40) | Сплава олово-свинец (60) | Сплава олово-цинк (70) | Свинцового | |||||||
Раствор | Раствор | Раствор | Раствор | Раствор | |||||||||||||
ε | 30 | 31 | 8 | 31 | 8 | 31 | 8 | 31 | 8 | 31 | |||||||
12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 | 1,91 1,97 2,05 2,12 2,19 2,26 2,33 2,40 2,47 2,55 2,62 2,69 2,76 2,83 2,90 2,96 3,05 3,12 3,17 3,24 3,32 3,40 3,48 3,55 | 1,79 1,80 1,81 1,82 1,83 1,84 1,85 1,86 1,87 1,88 1,89 1,90 1,91 1,92 1,93 1,94 1,95 1,96 1,97 1,98 1,99 2,00 2,01 2,02 | 1,04 1,07 1,09 1,12 1,14 1,16 1,17 1,19 1,20 1,22 1,23 1,24 1,26 1,28 1,29 1,32 1,33 1,34 1,35 1,36 1,36 1,36 1,37 1,37 | 0,55 0,57 0,59 0,61 0,63 0,65 0,67 0,69 0,70 0,71 0,72 0,73 0,74 0,75 0,75 0,76 0,77 0,77 0,78 0,78 0,80 0,80 0,82 0,82 | 0,75 0,80 0,86 0,92 0,98 1,03 1,08 1,14 1,20 1,26 1,32 1,38 1,44 1,50 1,56 1,62 1,71 1,86 1,98 2,12 2,33 2,37 2 40 2,50 | 0,30 0,30 0,31 0.31 0,31 0,31 0,31 0,32 0,32 0,32 0,32 0,32 0,33 0,33 0,33 0,33 0,34 0,34 0,34 0,35 0,35 0,36 0,36 0,36 | 1,55 1,57 1,59 1,61 1,63 1,65 1,67 1,69 1,71 1,73 1,75 1,77 1,79 1,81 1,83 1,85 1,87 1,89 1,91 1,93 1,95 1,97 2,00 2,03 | 0,90 0,91 0,92 0,94 0,96 0,98 1,00 1,02 1,04 1,06 1,08 1,10 1,12 1,14 1,16 1,18 1,20 1,22 1,24 1,26 1,27 1,29 1,31 1,33 | 0,75 0,77 0,79 0,81 0,83 0,85 0,87 0,89 0,91 0,93 0,95 0,97 0,99 1,01 1,03 1,05 1,07 1,09 1,11 1,13 1,15 1,17 1,19 1,22 | 2,06 2,08 2,09 2,11 2,12 2,13 2,15 2,16 2,17 2,18 2,20 2,21 2,22 2,23 2,25 2,26 2,27 2,28 2,29 2,31 2,32 2,34 2,36 2,37 | 1,17 1,19 1,21 1,22 1,23 1,24 1,25 1,27 1,28 1,29 1,30 1,32 1,33 1,34 1,35 1,36 1,37 1,39 1,40 1,42 1,44 1,45 1,46 1,47 | 1,87 1,89 1,90 1,92 1,93 1,94 1,95 1,97 1,98 1,99 2,00 2,02 2,03 2,04 2,05 2,07 2,08 2,09 2,10 2,11 2,12 2,14 2,15 2,17 | 1,00 1,02 1,03 1,05 1,06 1,07 1,08 1,10 1,11 1,12 1,13 1,15 1,16 1,17 1,18 1,20 1,21 1,22 1,23 1,24 1,25 1,26 1,28 1,30 | 1,70 1,71 1,75 1,77 1,80 1,83 1,86 1,89 1,92 1,95 1,98 2,01 2,05 2,07 2,10 2,13 2,16 2,19 2,22 2,25 2,28 2,31 2,35 2,39 | 0,80 0,83 0,85 0,86 0,88 0,89 0,91 0,93 0,95 0,96 0,98 0,99 1,01 1,03 1,05 1,06 1,07 1,09 1,10 1,11 1,13 1,15 1,17 1,20 | 2,09 2,11 2,15 2,18 2,22 2,25 2,29 2,32 2,36 2,39 2,42 2,46 2,50 2,53 2,57 2,60 2,63 2,67 2,70 2,75 2,79 2,84 2,89 2,92 | 1,14 1,16 1,20 1,23 1,27 1,30 1,35 1,37 1,40 1,44 1,48 1,51 1,55 1,58 1,61 1,65 1,68 1,72 1,75 1,78 1,82 1,85 1,89 1,93 |
Примечания:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
