


Режимы аргонодуговой сварки изделий
Таблица 3.
|
Толщина свариваемого материала, мм |
Сила сварочного тока |
Расход аргона, л/мин |
Диаметр вольфрамового электрода, мм | ||
|
1-й проход |
2-й проход и последующие |
на поддув |
на защиту | ||
|
1,5 - 2 |
50-60 без присадки |
60-80 с присадкой, диаметр 1,2 |
– |
8 - 10 |
3 - 4 |
|
3 - 10 |
60-110 без присадки 100-130 с присадкой |
90-160 с присадкой, диаметр 2-3 |
– |
8 - 10 |
3 - 4 |
|
6 - 15 |
100-140 без приприсадки |
160-170 |
3-4 |
10 - 12 | |
|
200-220 с присадкой, диаметр 3мм мм |
12 - 14 |
Приложение 2
Обязателъное
Комплексы методов контроля сварочных швов
|
Наименование |
Комплексы контроля | ||||||||||||||||||||||||||||||||||||||
|
метода |
I |
II |
III |
IY |
Y |
YI |
YII |
YIII |
IX |
X |
XI |
XII |
XIII |
XIY |
XY |
XYI |
XYII |
XYIII |
XIX |
XX |
XXI |
XXII |
XXIII |
XXIY |
XXY |
XXYI |
XXYII |
XXYIII |
XXIX |
XXX |
XXXI |
XXXII |
XXXIII |
XXXIY |
XXXY |
XXXYI |
XXXYII |
XXXYIII |
XXXIX |
|
1.Внешний осмотр и измерение 2..Ультравуковой контроль 3.Радиографический контроль 4 .Контроль герметичности гелиевым течеискателем 5.Контроль капиллярными методами 6.Гидравлические испытания 7. Механичес-кие испытания 8.Металлогра-фические исследования 9.Испытание на межкристаллическую коррозию 10.Контроль плотности воздухом |
+ + + + + + + + |
+ + + + + + + |
+ + + + + + + |
+ + + + + + + |
+ + + + + + + |
+ + + + + + + |
+ + + + + + + |
+ + + + + + + |
+ + + + + + |
+ + + + + + |
+ + + + + |
+ + + + + |
+ + + + |
+ + + + + + + |
+ + + |
+ + + |
+ + |
+ |
+ + + + |
+ + + |
+ + + + |
+ + + |
+ + |
+ + + + |
+ + + + |
+ + |
+ + + |
+ + |
+ + + |
+ + |
+ + + |
+ + + |
+ + |
+ |
+ + + + |
+ + + + |
+ + + |
+ + + |
+ + + + |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
l |
q | |||
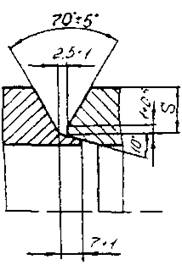
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
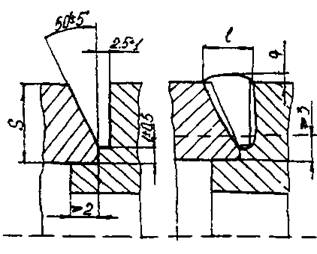
|
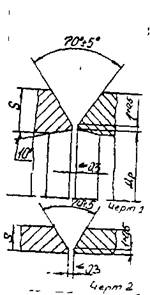
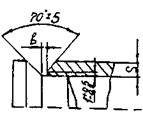
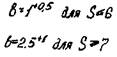
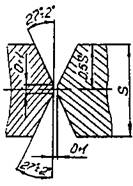
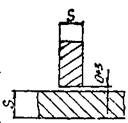
C1 С2 |
|
|
3 Р А П К |
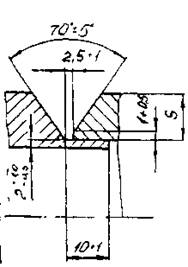
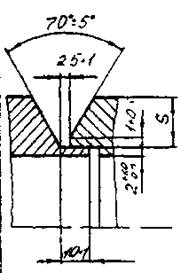
2.5 3,0 3.5 4.0 4.5 5,0 6,0 7.0 8.0 9,0 10,0 12,0 14,0 16,0 |
6 8 10 10 10 10 11 12 14 15 17 20 23 26 |
+2 -I +2 +3 -2 +4 -3 |
1.5 1,5 2 3 4 |
+0.5 -0,5 +1.0 -0,5 +1,0 +1.0 + 1,0 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
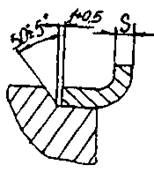
С3 |
|
|
З |
1,0 |
3 |
+2 |
1 |
±0,5 |
|
2,0 |
4 | |||||||
|
Смещение внутренних кромок деталей допускается не более 0,2 мм | ||||||||
|
3,0 |
5 |
+2 |
1 |
±0,5 | ||||
|
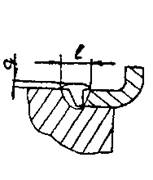
С4 |
|
| ||||||
|
4,0 |
9 |
+2 |
1,5 | |||||
|
5,0 |
10 | |||||||
|
К Р А П |
6,0 |
+3 |
2 |
±0,5 | ||||
|
7,0 | ||||||||
|
8,0 | ||||||||
|
9,0 |
3 |
±1,0 | ||||||
|
10,0 | ||||||||
|
12,0 |
+4 |
4 |
±1,0 | |||||
|
14,0 | ||||||||
|
16,0 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С5 |
|
|
К Р А П |
4,5 |
11 |
+4 |
1 |
+1,0 -0,5 |
|
5,0 |
11 | |||||||
|
6,0 |
12 |
2 |
±1,0 | |||||
|
6,5 |
12 | |||||||
|
7,0 |
13 | |||||||
|
8,0 |
13 | |||||||
|
9,0 |
14 |
3 |
±1,0 | |||||
|
10,0 | ||||||||
|
12,0 |
16 |
+5 | ||||||
|
14,0 |
18 |
+6 |
4 |
±1,0 | ||||
|
16,0 | ||||||||
|
18,0 |
25 | |||||||
|
20,0 | ||||||||
|
25,0 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С6 |
|
|
З |
3,0 |
6 |
+3 |
1 |
±0,5 |
|
4,0 |
7 | |||||||
|
5,0 |
8 | |||||||
|
К |
6,0 |
10 |
2 | |||||
|
7,0 |
12 | |||||||
|
8,0 |
13 | |||||||
|
9,0 |
14 | |||||||
|
10,0 |
16 |
+4 |
3 |
±1,0 | ||||
|
12,0 |
18 | |||||||
|
14,0 |
21 | |||||||
|
16,0 |
24 | |||||||
|
18,0 |
27 | |||||||
|
20,0 |
30 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С7 |
|
|
З |
3,0 |
6 |
+3 |
1 |
±0,5 |
|
4,0 |
7 | |||||||
|
5,0 |
8 | |||||||
|
К |
6,0 |
10 |
2 | |||||
|
7,0 |
12 | |||||||
|
8,0 |
13 | |||||||
|
9,0 |
14 | |||||||
|
10,0 |
16 |
+4 |
3 |
±1,0 | ||||
|
12,0 |
18 | |||||||
|
14,0 |
21 | |||||||
|
16,0 |
24 | |||||||
|
18,0 |
27 | |||||||
|
20,0 |
30 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С8 |
|
|
З |
3,0 |
6 |
+3 |
1 |
±0,5 |
|
4,0 |
7 | |||||||
|
5,0 |
8 | |||||||
|
К |
6,0 |
10 |
2 | |||||
|
7,0 |
12 | |||||||
|
8,0 |
13 | |||||||
|
9,0 |
14 | |||||||
|
10,0 |
16 |
+4 |
3 |
±1,0 | ||||
|
12,0 |
18 | |||||||
|
14,0 |
21 | |||||||
|
16,0 |
24 | |||||||
|
18,0 |
27 | |||||||
|
20,0 |
30 | |||||||
|
С9 |
|
|
З |
1,4 |
3 |
+2 |
0,5 |
+0,5 |
|
1,5 | ||||||||
|
1,6 | ||||||||
|
2,0 |
5 |
+1 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С10 |
|
|
З |
3,0 |
5 |
+3 |
1 |
±0,5 |
|
4,0 |
6 | |||||||
|
5,0 |
7 | |||||||
|
К |
6,0 |
8 |
2 | |||||
|
7,0 |
10 | |||||||
|
8,0 |
12 | |||||||
|
9,0 |
13 | |||||||
|
10,0 |
14 |
3 |
±1,0 | |||||
|
12,0 |
16 |
+4 | ||||||
|
14,0 |
19 | |||||||
|
16,0 |
23 | |||||||
|
18,0 |
26 | |||||||
|
20,0 |
28 |
|
Усло-вное обозна-чение |
Конструктивные элементы |
Обозначение сильфона |
min высота шва (q), контролируемая при металлографических исследо-ваниях, мм | |
|
подготовленных кромок свариваемых деталей |
Сварного шва | |||
|
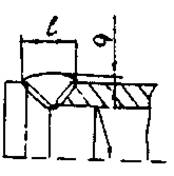
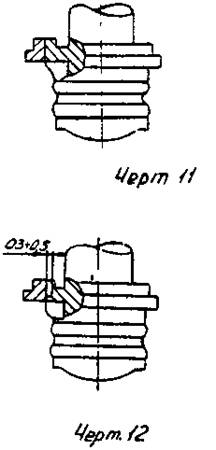
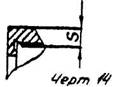
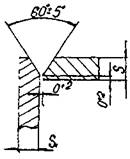
С11 С12 |
|
|
16-П-0,16х2 18-П-0,16х(2, 3) 22-П-0,16х(2, 3, 4, 5) 28-П-0,I6x(3, 6) 28-П-0,16 х 7 38-С-0,2х(3, 4) 38-П-0,2х6 38-П-0,2х8 48-П-0.2х(2, 4, 6) 48-П-0,2x10 48-П-0.2х12 65-П-0,2х(2, 4, 6) 65-0П-0,2x8 65-0П-0,2x10 66-П-0,2x12 75-П-0,2х(3, 6) 95-П-0,25х(4, 6) 95-П-0,25x8 95-П-0,25x10 125-П-0,З x (4. 6) ,3 x 6 I90-П-0,3x4 |
0,6 0,6 0,6 0,6 0,6 0,6 0,8 1.0 0,6 0,7 0,9 0,6 0.7 0,9 1,2 0,6 0,6 0,8 1,1 0,6 0,8 0.6 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С13 |
|
|
З |
1 |
3 |
+2 |
0,5 |
+0,5 |
|
1,5 |
5 |
±1,0 |
0,5 |
+0,5 | ||||
|
С14 |
|
|
З |
1,5 |
3 |
+2 |
1 |
+0,5 |
|
2 | ||||||||
|
2,5 |
5 | |||||||
|
3 | ||||||||
|
3,5 |
6 | |||||||
|
4 | ||||||||
|
5 | ||||||||
|
6 |
9 |
+3 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S= S1 |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
С15 |
|
|
А П |
14 |
25 |
±5 |
2,5 |
+2,0 -1,5 |
|
16 |
27 | |||||||
|
18 |
30 | |||||||
|
20 |
33 |
±6 |
2,5 |
+2,5 -1,5 | ||||
|
22 |
35 | |||||||
|
26 |
40 | |||||||
|
28 |
45 |
+8 |
3,0 |
+2,5 -2,0 | ||||
|
30 |
47 | |||||||
|
32 |
50 | |||||||
|
36 |
54 | |||||||
|
40 |
60 | |||||||
|
С16 |
|
|
А П |
60 |
48 |
±8 |
3,0 |
+2,5 -2,0 |
|
65 |
50 | |||||||
|
70 |
52 | |||||||
|
75 |
54 | |||||||
|
80 |
58 | |||||||
|
90 |
60 | |||||||
|
100 |
66 |
±10 |
3,5 |
±2,5 | ||||
|
110 |
70 | |||||||
|
120 |
74 | |||||||
|
130 |
78 | |||||||
|
140 |
82 |
±13 |
4,0 |
+3,0 | ||||
|
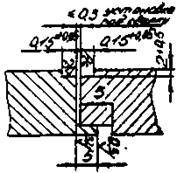
Черт. 16 Примечание. При ручной подварке Притупление 2+1, зазор - 2+2 |
|
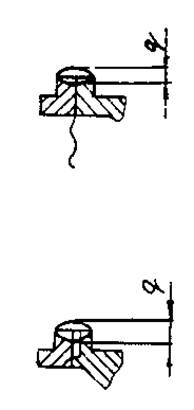
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
ℓ= ℓ1 |
q= q1 | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
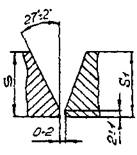
С17 |
Черт. 17 |
|
А П |
30 |
34 |
±6 |
2,5 |
+2,5 -1,5 |
|
32 |
35 | |||||||
|
34 |
36 | |||||||
|
36 |
37 | |||||||
|
38 |
38 | |||||||
|
40 |
39 | |||||||
|
42 |
42 |
±8 |
3,5 |
+2,5 -2,0 | ||||
|
45 |
44 | |||||||
|
50 |
47 | |||||||
|
55 |
50 | |||||||
|
60 |
63 | |||||||
|
65 |
60 | |||||||
|
70 |
69 | |||||||
|
75 |
63 |
±10 |
3,5 |
+2,5 | ||||
|
80 |
66 | |||||||
|
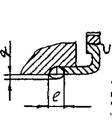
С18 |
Черт. 18 |
|
А П |
20 |
16 |
±4 |
2,0 |
±1,5 |
|
22 |
18 | |||||||
|
24 |
19 | |||||||
|
28 |
21 |
±5 |
2,5 |
+2,0 -1,5 | ||||
|
32 |
23 | |||||||
|
36 |
25 | |||||||
|
40 |
28 | |||||||
|
48 |
32 |
±4 |
2,5 |
+2,5 -1,5 | ||||
|
50 |
35 | |||||||
|
58 |
38 | |||||||
|
60 |
40 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварк |
S |
l |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
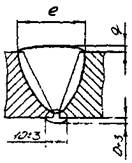
С19 |
Черт. 19 |
|
Р К |
4,0 |
8 |
+3 |
1,5 |
±0,5 |
|
5,0 |
10 | |||||||
|
6,0 |
11 |
2 |
±0,5 | |||||
|
7,0 |
13 | |||||||
|
8,0 |
14 | |||||||
|
9,0 |
16 |
3 |
±1,0 | |||||
|
10,0 |
18 | |||||||
|
12,0 |
20 |
4 |
±1,0 | |||||
|
14,0 |
23 |
+4 | ||||||
|
16,0 |
26 | |||||||
|
С20 |
Черт.20 |
Электроннолучевая |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
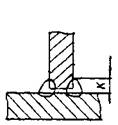
Т1 |
|
|
К |
6 |
7 |
+з -2 |
4 |
+3 -2 |
|
8 |
10 |
6 | ||||||
|
10 |
12 |
8 | ||||||
|
12 |
15 |
9 | ||||||
|
14 |
18 |
10 | ||||||
|
16 |
22 |
11 |
+4 -3 | |||||
|
18 |
24 |
13 | ||||||
|
20 |
26 |
14 | ||||||
|
22 |
28 |
+4 -3 |
16 | |||||
|
24 |
32 |
18 | ||||||
|
26 |
36 |
19 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
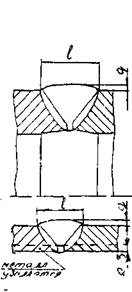
Т2 |
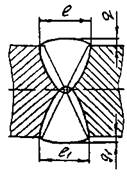
Размеры 6х И 2х соот-ветствено увеличи-ваются 8...10 и 3...4 для электродуговой, А и П. |
|
З |
2,5 |
5 |
+2 |
2,5 |
+! |
|
3,0 | ||||||||
|
4,0 |
6 |
+2 | ||||||
|
5,0 | ||||||||
|
К Р |
6,0 |
8 |
+3 |
4 |
+3 | |||
|
8,0 |
11 |
6 | ||||||
|
10,0 |
14 |
8 | ||||||
|
12,0 |
17 |
9 | ||||||
|
14,0 |
20 |
10 | ||||||
|
16,0 |
23 |
+4 |
11 |
+4 | ||||
|
18,0 |
26 |
13 | ||||||
|
20,0 |
28 |
14 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
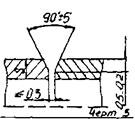
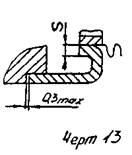
Т3 |
Черт. 23 |
|
К |
5,0 |
9 |
+3 |
1,5 |
±0,5 |
|
6,0 |
11 |
2 |
+0,5 | |||||
|
7,0 |
12 | |||||||
|
8,0 |
13 | |||||||
|
9,0 |
14 |
3 |
±1,0 | |||||
|
10,0 |
15 | |||||||
|
12,0 |
17 |
4 |
±1,0 | |||||
|
14,0 |
19 |
+4 | ||||||
|
16,0 |
21 | |||||||
|
18,0 |
23 | |||||||
|
20,0 |
25 | |||||||
|
С21 |
Черт. 23 |
К |
5,0 |
9 |
+3 |
1,5 |
±0,5 | |
|
6,0 |
11 |
2 |
±0,5 | |||||
|
7,0 |
12 | |||||||
|
8,0 |
13 | |||||||
|
9,0 |
14 |
3 |
±1,0 | |||||
|
10,0 |
15 | |||||||
|
12,0 |
17 | |||||||
|
14,0 |
19 |
+4 |
4 |
±1,0 | ||||
|
16,0 |
21 | |||||||
|
18,0 |
23 | |||||||
|
20,0 |
25 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
Т4 |
Черт. 25 |
|
З |
2 |
3 |
+1 | ||
|
3 | ||||||||
|
4 |
4 |
+2 | ||||||
|
6 | ||||||||
|
7 |
5 | |||||||
|
8 | ||||||||
|
10 |
6 | |||||||
|
30 |
8 |
+3 | ||||||
|
Т5 |
Черт. 26 |
|
З К Р |
2 |
3 |
+1 | ||
|
3 | ||||||||
|
4 |
4 |
+2 | ||||||
|
6 | ||||||||
|
7 |
5 | |||||||
|
8 | ||||||||
|
10 |
6 | |||||||
|
30 |
8 |
+3 |

|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
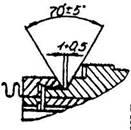
Т6 |
Черт. 27 |
|
4 |
7 |
±2,0 |
4 |
+2 -1 | |
|
6 |
10 |
5 | ||||||
|
8 |
14 |
±3,0 |
7 |
+3 -2 | ||||
|
10 |
16 |
8 | ||||||
|
12 |
20 |
10 | ||||||
|
14 |
24 |
±4,0 |
12 |
+4 -3 | ||||
|
16 |
26 |
13 | ||||||
|
18 |
28 |
14 | ||||||
|
20 |
30 |
15 | ||||||
|
22 |
34 |
±5,0 |
17 |
+4 -3 | ||||
|
26 |
37 |
18 | ||||||
|
У1 |
|
|
З К А П |
от 2 до20 |
- |
- |
От S/2 до S |
- |
|
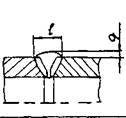
Т7 |
Черт. 29 |
|
2 |
- |
- |
3 |
- | |
|
3 |
3 | |||||||
|
4 |
4 | |||||||
|
6 |
4 | |||||||
|
7 |
5 | |||||||
|
8 |
5 | |||||||
|
1- |
6 | |||||||
|
30 |
8 |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S Не менее |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
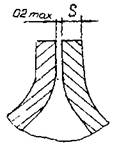
У2 |
Черт.30 |
З |
4,0 |
9 |
±2 |
1,5 |
±0,5 | |
|
5,0 |
10 | |||||||
|
6,0 |
11 |
±3 |
2 |
±1,0 | ||||
|
7,0 |
12 | |||||||
|
8,0 |
14 | |||||||
|
9,0 |
15 |
3 | ||||||
|
10,0 |
17 | |||||||
|
12,0 |
20 |
±4 |
4 |
±1,0 | ||||
|
14,0 |
23 | |||||||
|
16,0 |
26 | |||||||
|
18,0 |
28 | |||||||
|
20,0 |
30 | |||||||
|
У3 |
Черт. 32 |
|
З А П |
1,0 |
2 |
+1,0 |
1,0 |
- |
|
1,2 |
2,4 |
+1,0 -0,5 |
1,2 |
- | ||||
|
1,5 |
3,0 |
+1,0 -0,5 |
1,5 |
- | ||||
|
2,0 |
4,0 |
+1,2 -1,0 |
1,6 |
- | ||||
|
2,5 |
5,0 |
+1,2 -1,0 |
1,6 |
- |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
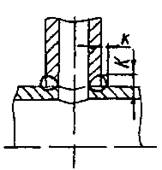
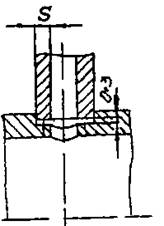
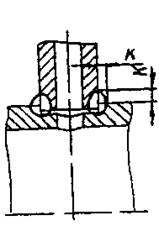
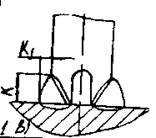
Рекомендуется для приварки направляющих в задвижке. Величины К и К1 - расчетные |
|
подготовленных кромок сварных деталей |
сварного шва | ||
|
Т8 |
Черт. 31 |
|
З |
|
Условное Обозначение |
Конструктивные элементы |
Способ сварки |
S |
ℓ |
q | |||
|
подготовленных кромок сварных деталей |
сварного шва |
номин. |
предел. отклон. |
номин. |
предел. отклон. | |||
|
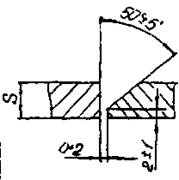
У4 |
2,5 |
5 |
±1,0 |
1,5 |
±0,5 | |||
|
3,0 |
6 | |||||||
|
3,5 |
7 | |||||||
|
4,0 |
8 | |||||||
|
5,0 |
10 | |||||||
|
6,0 |
12 |
2 |
±1,0 | |||||
|
Условные обозначения: А - автоматическая сварка; П - полуавтоматическая сварка; Р - ручная электродуговая сварка. Б - сварка в защитных газах; К - комбинированная сварка. |
Приложение 4
Справочное
ПЕРЕЧЕНЬ ДОКУМЕНТАЦИИ,
ИСПОЛЬЗУЕМОЙ ПРИ ИЗГОТОВЛЕНИИ
СВАРНЫХ КОНСТРУКЦИЙ
1. ГОСТ 5264-80"Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры".
2. ГОСТ 8713-79 "Сварка под флюсом. Соединения сварные основные типы, конструктивные элементы и размеры".
3. ГОСТ "Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры".
4. ГОСТ "Ручная дуговая сварка. Соединения под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
5. ГОСТ "Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры".
6. ОСТ 75 "Приварка арматуры к трубопроводу. Технические требования".

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
