



Штамп состоит из основания, в котором закреплен рабочий инструмент, это высекальные и биговальные ножи. Для фиксации картона при выполнении технологических операций и удаления его после штанцевания с рабочих поверхностей инструмента к основанию с помощью клея крепится пружинящий материал.[9]
Стандартным материалом для основания вырубного штампа является фанера березовая (13 слоев шпона) толщиной 18 мм сорта ФК 2/2 без применения усиливающих элементов, листов и вставок без покрытия и с покрытием (лакирование или ламинирование).
Схема типовой штанцевальной формы представлена на рисунке 29 .
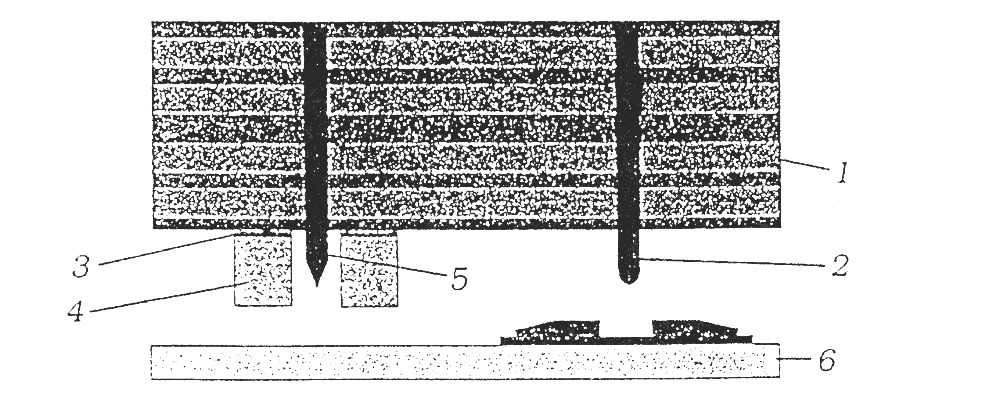
Рисунок 29 – Схема типовой штанцевальной формы
1 – основание; 2 – биговальный нож; 3 – клеевой слой; 4 – эжекторный материал; 5 – нож для высечки; 6 – контрштамп
Режущие линейке бывают толщиной: 0,4 мм; 0,5 мм; 0,71 мм; 1,05 мм и 1,42 мм.
Заточки:
- односторонняя DS;
- двусторонняя DC;
- односторонняя фасетная DSF;
- двусторонняя фасетная DF.
Марки:
- Dieflex – HRC35 (тело), HRC56 (кромка). Хорошая гибкость в сочетании с высокой твердостью;
- Vertex – HRC44(тело) HRC44(кромка). Боковая поверхность тела обезуглерожена, что придаёт большую гибкость;
- Dieflex – 42 – HRC35 (тело), HRC56 (кромка). Более острая заточка 42 градуса увеличивает срок службы и уменьшает образование пыли;
- Dieflex Hard – HRC41(тело) HRC56 (кромка). Более жесткое тело, чем у стандартного Dieflex.
Режущие линейки представлены на рисунке 30.

Рисунок 30 – Режущие линейки
Таблица 2 – Технические характеристики режущих линеек
№ п/п | Материал | Марка линейки |
1 | 2 | 3 |
1 | Плотный картон < 0,6 мм | CF 23,8*2pt*520 |
2 | Плотный картон => 0,6 мм | CF/CFDB 3,8*2/3pt*520 |
3 | Микрогофрокартон | CFDB 23,8*2/3pt*52 |
4 | Гофрокартон | CFDB 23,8*3pt*52 |
CF – двухсторонняя фаска, CFDB – двухстороння ломаная фаска (фасет).
Для производства пакетов на основе картона выбирается линейка CF/CFDB 3,8*2/3pt*520, так как толщина картона составляет 0,65мм. Высота линейки составляет 23,8 мм, толщина 0,71 мм.
Линейки биговальные предназначены для формирования линий сгиба на высекаемом изделии.
Профили:
- круглый гладкий профиль;
- с зауженной верхней кромкой;
- с расширенной верхней кромкой;
- с раздвоенным биговальным профилем.
Так же существуют биговальные линейки, которые предназначены для формирования линий сгиба на высекаемом изделии. В данном случае выбирается стандартная биговальная линейка с округлой гладкой головкой типа SR средней твердости (34…35HRC). Ширина биговальной линейки при толщине картона 0,55–1,0 мм принимается 1,05 мм. Типы биговальных линеек на рисунке 31.
Нб=Нр-А, (6.1)
где Нр – высота режущей линейки, мм;
А – толщина картона, мм.
Нб=23,8 – 0,65=23,15 мм.
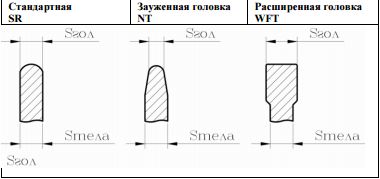
Рисунок 31 – Типы биговальных линеек
Важную роль в конструкции и функционирование штанцевальной формы играет пружинящий материал, с его помощью осуществляют фиксацию картона и устранение вибрации после подачи в рабочую зону штанцевальной формы.
Для производства пакетов на основе картона выбирается резина Moosrubber, твёрдость 35 Шор (серая), с открытыми порами, с двусторонней коркой. Применяется для основной оклейки режущих линеек штанцформ для картона, и других сплошных материалов. Высота: 6,5 мм - 16 мм, поставляется в листах 1000 мм Ч 1000 мм, возможна нарезка резины высотой 7 мм и 11 мм.
Клей для резины выбран «цианоакрилатный клей» – бесцветное вещество со слабым запахом, который исчезает после высыхания. Данный клей удерживает нагрузку 150-250 кг/![]()
![]() .
.
Штанцформа для высечки пакета представлена на рисунке 32.
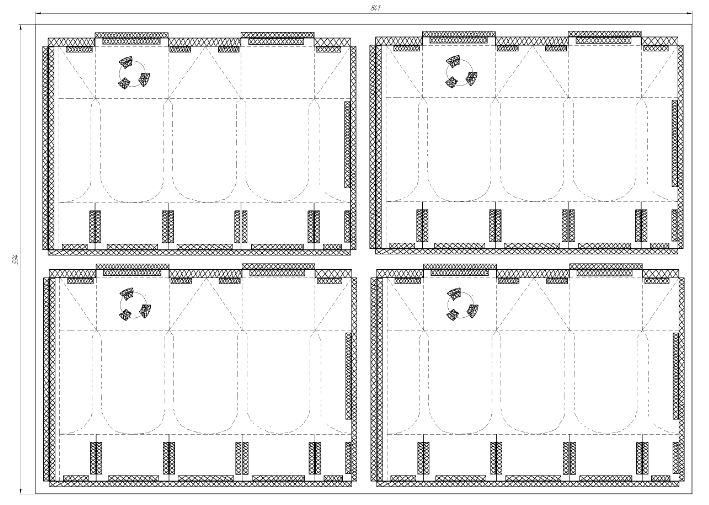
Рисунок 32 – Штанцформа для высечки пакета на основе картона
В разделе подбор оснастки для производства пакетов на основе картона:
– выбрано оборудование для производства пакетов на основе;
– приведено описание схемы типовой штанцевальной формы;
– представлено соотношение толщины обрабатываемого материала с высотами и толщинами режущих и биговальных ножей;
– выбраны двусторонняя режущая линейка CF/CFDB 3,8*2/3pt*520 с закаленной кромкой и биговальные линейки с округлой головкой типа SR средней твердости (34…35HRC);
– спроетированы эскизы штанц-форм.
Заключение
По данному курсовому проекту выполнены следующие поставленные цели:
– изучили и проанализировали современное состояние рынка кисломолочных продуктов и конструкции тары и упаковки существующих конкурентов;
– провели маркетинговое исследование, в результате которого выявили следующие недостатки существующих конструкций: неудобная форма упаковки, стандартную упаковку невозможно употребить сразу, потому что отсутствует крышка для открытия йогурта. Разработана конструкция пакета на основе картона для йогурта объемом 0,5л с учетом всех выявленных недостатков. Предложенная конструкция имеет следующие преимущества: конструкцию удобно держать в руках, так же она устойчива, имеет необычную форму. Для употребления продукта предлагается винтовая крышка из ПЭНД;
– подобрали оснастку для производства пакета на основе картона:
представлено соотношение толщины обрабатываемого материала с высотами и толщинами режущих и биговальных ножей; выбраны двусторонняя режущая линейка CF/CFDB 3,8*2/3pt*520 с закаленной кромкой и биговальные линейки с округлой головкой типа SR средней твердости (34…35HRC); спроетированы эскизы штанц-форм.Список литературы
1. Аксенова, упаковочного производства: учебник для вузов, обуч. по спец. «Технология и дизайн упаковочного производства» / [и др]; ред. . - М.:Колос, 2002.- 184 с.
2. Бобров, и оборудование отделочных процессов: учебное пособие / , . – М.:МГУП, 2008. – 434 с.
3. Веселов, оборудование, оснастка и основы проектирования упаковочных производств: учеб. пособие / . – М.: ИНФРА – М, 2013. – 262 с.
4. Данилевский, и бумажная тара / . – М: Лесная промышленность, 1979. – 216 с.
5. Кирван, Марк Дж. Упаковка на основе бумаги и картона / Марк Дж. Кирван. – пер. с англ. В. Ашкинази; науч. ред. , . – СПб.: Профессия, 2008. – 488 с.
6. Петушкова, Е. Е. Роль упаковки товара в маркетинге / . - [Электронный ресурс] – Режим доступа: http://basinform. ru/biznec/283-rol_upakovki_tovara_v_marketinge. html.
7. Черданцева, курсового проекта по дисциплине «Технология упаковочного производства»: методич. указания для студентов / . – Кемерово: КемТИПП, 2008. – 55 с.
8. Черданцева, упаковочного производства: методические указания к выполнению практических работ / . – Кемерово: КемТИПП, 2013. – 54 с.
9. Петренко, оборудование для изготовления плоских и ротационных штампов [Текст] / // Полиграфия. – 2007.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
