



Припуски на фальцовку сторон тары представлены на рисунке 25.
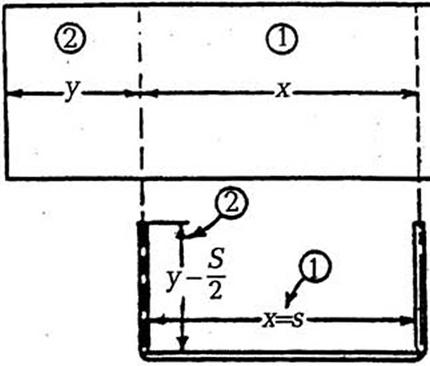
Рисунок 25 – Припуски на фальцовку сторон тары
Для того чтобы правильно спроектировать чертеж развертки, необходимо учесть припуски на фальцовку, которые зависит от толщины и плотности материала, профиля биговочной канавки и конструкции тары.
Расчетные размеры раскроя заготовок четырехклапанных картонных ящиков (транспортной тары) вычисляют по формулам
l![]() = L + (S/2), (5.5)
= L + (S/2), (5.5)
b![]() = B + S = b
= B + S = b![]() , (5.6)
, (5.6)
l![]() = L+S, (5.7)
= L+S, (5.7)
h = H + S, (5.8)
m = B/2 + S/2 + 1, (5.9)
l![]() = l
= l![]() – f, (5.10)
– f, (5.10)
f = 2S, (5.11)
b![]() = b
= b![]() – f, (5.12)
– f, (5.12)
где L – внутренний размер транспортной тары по длине, мм;
В – внутренний размер транспортной тары по ширине, мм;
Н – внутренний размер транспортной тары по высоте, мм;
S – толщина картона, мм;
l![]() , l
, l![]() - длина стенки картонного ящика, мм;
- длина стенки картонного ящика, мм;
b![]() , b
, b![]() - ширина стенки картонного ящика, мм;
- ширина стенки картонного ящика, мм;
Р – длина соединительных клапанов, мм, P = 30 – 40;
h – расстояние между продольными рилевками, мм;
m – расстояние от продольной рилевки до кромки клапана, мм;
l3 – длина клапана длинной стенки картонного ящика, мм;
b3 – длина клапана торцевой стенки, мм;
f – ширина прорезей, мм.
Внутренние размеры четырехклапанных картонных ящиков с равновеликими клапанами представлены на рисунке 26.
Расчетные размеры раскроя транспортной тары для промо-упаковки:
l![]() = 400 + 1,7/2 = 401мм;
= 400 + 1,7/2 = 401мм;
l![]() = 400+1,7 = 401,7 = 402мм;
= 400+1,7 = 401,7 = 402мм;
b![]() = 150+ 1.7= 151,7 = 152мм;
= 150+ 1.7= 151,7 = 152мм;
h = 150+ 1,7 = 151,7 = 152мм;
m = 150/2 + 1,7/2 +1 = 77мм;
f = 2 Ч 1,7 =3,4мм;
l![]() =401– 3,4 = 398мм;
=401– 3,4 = 398мм;
b![]() =152– 3,4 = 149мм.
=152– 3,4 = 149мм.
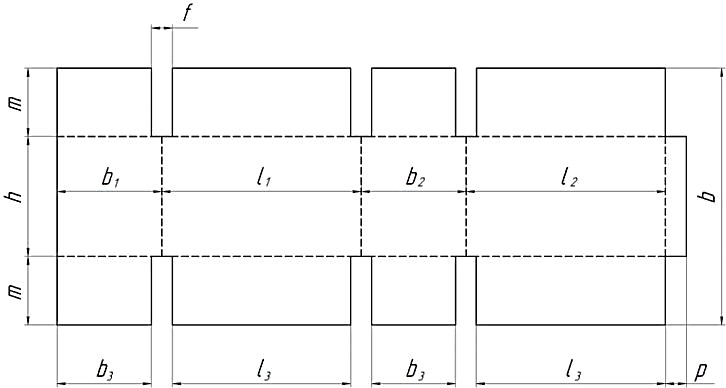
Рисунок 26 – Внутренние размеры четырехклапанных картонных ящиков с равновеликими клапанами
Габаритные размеры развертки гофроящика вычисляют по формулам
Lр = b![]() + l
+ l![]() + l
+ l![]() + b
+ b![]() + P, (5.13)
+ P, (5.13)
Нр = h + 2 Ч m, (5.14)
где Lр – длина развертки картонного ящика, мм;
Нр – ширина развертки картонного ящика, мм.
Lр =152 Ч2 + 401+ 402 + 30 = 1137 мм;
Нр = 152+ 2 Ч77 = 306мм.
Расчет картонного ящика на сопротивление сжатию
Важной характеристикой прочности картонных ящиков является сопротивление сжатию от действия вертикальных сжимающих усилий. Этот параметр определяет возможность штабелирования и является характерным также и для процесса транспортировки. Сопротивление сжатию Р, Н определяют по формуле 15.
P=SpЧStЧSЧA, (5.15)
где Sp – коэффициент прочности при одновременной нагрузке;
St – коэффициент прочности при длительной нагрузке;
S – нагрузка на нижний ящик при возможной высоте штабелирования, Па;
А – площадь основания ящика, м2.
Коэффициент прочности при единовременной нагрузке определяют по формуле 16.
Sp=100/Ps, (5.16)
где Ps – изменение сопротивления сжатию, учитывающее распределение нагрузки на поверхности ящика, % (определяется графически по рисунку 27).
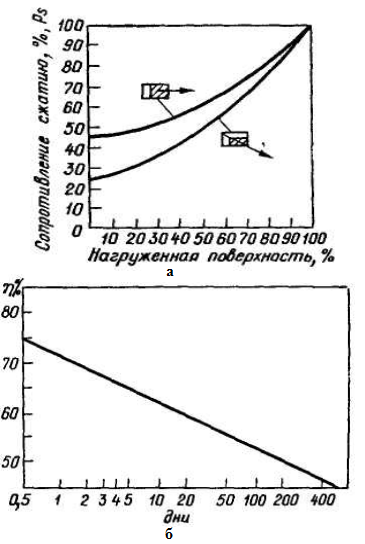
а – от распределения нагрузки на поверхности ящика; б – относительная нагрузка в зависимости от длительности действия нагрузки.
Рисунок 27 – Зависимость сопротивлению сжатия
Для данной картонной коробки нагруженная поверхность составляет 62%, следовательно, как видно по рисунку 22а, сопротивление сжатию Ps составит 70%. Коэффициент прочности при одновременной нагрузке будет равен
Sp=100/70=1,4.
Коэффициент прочности, учитывающий длительность нагрузки, определяют по формуле 17.
St=100/Ƞ, (5.17)
где Ƞ – процент относительной нагрузки на ящик, определяемый по графической зависимости, от продолжительности действия нагрузки.
Длительность действия нагрузки состоит 2 дня, следовательно, как видно по рисунку 7б, относительная нагрузка равна 68%. Коэффициент прочности будет равен
St=100/68=1,48.
Нагрузка на нижний ящик при возможной высоте штабелирования S вычисляют по формуле 18.
S=nЧQ, (5.18)
где Q – вес груза в ящике, Н.
S=2Ч24,5=49 Па.
Q=mЧg,
где m – масса груза в ящике, кг;
g – ускорение свободного падения, g=9,81 м/c2;
n – количество рядов в штабеле, шт (n=1).
Q=0,5Ч9,81Ч5=24,5 Н;
Площадь основания ящика А, м2 равна
А= 0,4Ч0,15=0,06 м2
Таким образом, сопротивление сжатию проектируемой картонной коробки составит
Р=1,4Ч1,48Ч49Ч0,06= 6 Н.
Рассчитанная величина сопротивления коробки сжатию при данной высоте штабелирования не должна превышать сопротивление картона сжатию
P<D.
Сопротивление сжатию выбранного картона равно 8 H, следовательно, данное условие выполняется, и картонная коробка сможет выдержать данное усилие при определенной высоте штабелирования.
5.4 Расчет площади разверток пакетов на основе картона
Для расчета КИМ (коэффициент использования материала) необходимо рассчитать площади разверток картонной коробки. Площадь геометрической фигуры развертки пакетов на основе картона представлена рисунке. Общая площадь развертки определяется как сумма геометрических фигур, составляющих развертку.
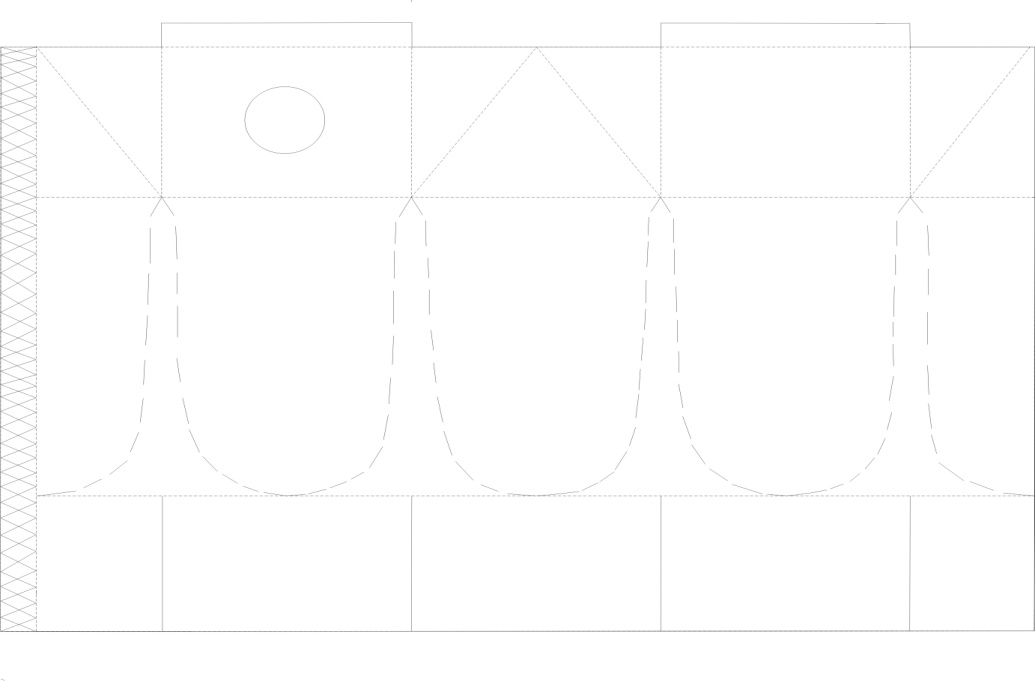
Рисунок 28 - Площадь геометрической фигуры развертки пакета на основе картона
Площадь развертки папки определяется по формуле
SразвN=SNЧn, (5.19)
где SN – геометрические фигуры, составляющие площадь развертки картонной коробки, мм2;
n – количество геометрических фигур развертки.
Соответственно площадь развертки пакета на основе картона рассчитывается по формуле:
Sразв=S1 + S2 х 2 (5.20)
Sразв=56550 + 560 х 2 = 57670 мм2.
Исходя из условия равенства некоторых частей развертки пакета на основе картона, рассчитывают их площадь по формуле:
S=aЧb, (5.21)
где а, b - стороны прямоугольника, мм.
Площади развертки пакетов на основе картона рассчитывается по формуле:
S1= 290 х 195 = 56550;
S2= 70 х 8 = 560;
При расчете КИМ (коэффициент использования материала) используем формулу:
КИМ=∑Sразв/Sлиста, (5.22)
где ∑Sразв=nЧSразв,
n –число разверток на листе.
Расчет КИМ для развертки пакетов на основе картона :
Для формата А1:
КИМ=4Ч 57670/594 Ч 841=0,461;
Для формата А0:
КИМ=6Ч57670 /841 Ч 1189=0,346.
Выбираем формат с большим значением КИМ, то есть формат листа А1.
Маршрут технологического процесса изготовления потребительской тары из картона
ОПЕРАЦИЯ №0 – ПЕЧАТНАЯ, ЛАКИРОВАНИЕ, УФ-СУШКА;
ОПЕРАЦИЯ №5 – КОНТРОЛЬ (сопоставление цветов на раскрое и печатной форме с пантомными );
ОПЕРАЦИЯ №10 – ВЫСЕЧКА (контура развертки);
ОПЕРАЦИЯ №15 – БИГОВКА (линий сгиба);
ОПЕРАЦИЯ №20 – ПЕРФОРАЦИЯ (отверстий различных форм);
ОПЕРАЦИЯ №25 – НАДРЕЗКА (надрезка картона по линиям сгиба основных и вспомогательных элементов коробки);
ОПЕРАЦИЯ №30 – РИЦОВОЧНАЯ;
ОПЕРАЦИЯ №35– ОТДЕЛЕНИЕ ОБЛОЯ;
ОПЕРАЦИЯ №40 – ФАЛЬЦОВКА;
ОПЕРАЦИЯ №45 – СКЛЕИВАНИЕ (продольных швов);
ОПЕРАЦИЯ №50 – УПАКОВОЧНАЯ (заготовок складных коробок).
Технологическое оборудование для реализации технологического процесса изготовления пакетов на основе картона
ОПЕРАЦИЯ №0 – ПЕЧАТНАЯ, ЛАКИРОВАНИЕ, УФ-СУШКА – Флексографская печатная машина Variflex; Экструзионный ламинатор Yilin Модель SJFM – 1650;
ОПЕРАЦИЯ №5 – КОНТРОЛЬ – Денситометр и спектрофотометр;
ОПЕРАЦИЯ №10-№35 – ВЫСЕЧНАЯ, БИГОВОЧНАЯ, НАДРЕЗНАЯ, ОТДЕЛЕНИЕ ОБЛОЯ – Автоматический плоскоштанцевательный пресс MK 1450ER;
ОПЕРАЦИЯ №40-№45 – ФАЛЬЦОВОЧНАЯ, СКЛЕИВАНИЕ – Линия для сборки и склеивания коробок и складывания в пакет коробок YAWA ZH 800B.;
ОПЕРАЦИЯ №50– УПАКОВОЧНАЯ.
6 Проектирование штанц-форм для производства пакетов на основе картона
Процесс штанцевания включает комплекс технологических операций, обеспечивающих необходимые геометрические размеры и конструктивные особенности изготовление пакета на основе картона: высечку контура развёртки, биговку линий сгиба на развёртке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
