



ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ГОРОДА МОСКВЫ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ГОРОДА МОСКВЫ
«КОЛЛЕДЖ ГРАДОСТРОИТЕЛЬСТВА и СЕРВИСА № 38»
Методические рекомендации
по проведению лабораторно-практических работ по дисциплине
«Метрология, стандартизация и сертификация»
специальность: 190631 « Техническое обслуживание и ремонт автомобильного транспорта»
Москва, 2013
ОДОБРЕНА Предметной (цикловой) комиссией___________________ Протокол № ____ от «__» _________ 20___ г. | Разработана на основе Федерального государственного образовательного стандарта по профессии/специальности начального/среднего профессионального образования 190631 Техническое обслуживание и ремонт автомобильного транспорта |
Председатель предметной (цикловой) комиссии _____________/___________ | Заместитель директора по СПО ___________/__________ |
Подпись Ф. И.О. | Подпись Ф. И.О. |
Составители (авторы): _________________
Ф. И.О., ученая степень, звание, должность, наименование ГБОУ СПО
Рецензент: _________________________________________________
Ф. И.О., ученая степень, звание, должность, наименование ГБОУ СПО
Содержание
Введение …………………………………………………………………………………………..4
Измерение деталей штангенинструментами ……………………………………………………..6
Измерение деталей микрометрическим инструментом ……………………………………….10
Измерение деталей индикаторными приборами ………………………………………………15
Измерение калибра-пробки ………………………………………………………………………22
Шероховатость поверхности ……………………………………………………………………..27
ВВЕДЕНИЕ
Методические рекомендации составлены в соответствии с ФГОС и предназначены для выполнения лабораторно-практических работ студентами 3 курса по МДК.01.01 «Устройство автомобиля » по специальности 190631 «Техническое обслуживание и ремонт автомобильного транспорта».
Техническими измерениями называются измерения различных физических величин с помощью специальных технических методов и средств. В машиностроении наиболее распространены линейные и угловые измерения, то есть измерения линейных и угловых геометрических размеров изделий, шероховатости и волнистости поверхностей, отклонений расположения и формы поверхностей.
Важнейшими требованиями, предъявляемыми к техническим измерениям, являются единство и точность измерений. Единство измерений – такое состояние измерений, при котором их результаты выражены в узаконенных единицах и погрешности измерений известны с заданной вероятностью. Единство измерений необходимо, чтобы можно было сопоставлять результаты измерений, выполненных в разных местах, в различное время, с помощью разнообразных приборов. Единство измерений обеспечивает взаимозаменяемость изделий, например деталей, изготовляемых по одному чертежу на разных предприятиях.
Точность измерений – качество измерений, отражающее близость их результатов к истинному значению измеряемой величины. Чем меньше разность между измеренным и истинным значениями, тем выше точность.
Наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности называется метрологией. Слово «метрология» происходит от греческих слов metron (мера) и logos (понятие).
Основные задачи метрологии – это развитие общей теории измерения; установление единиц физических величин; разработка методов и средств измерений; разработка способов определения точности измерений; обеспечение единства измерений и единообразия средств измерений; установление эталонов и образцовых средств измерений; разработка методов передачи размеров единиц от эталонов и образцовых средств измерений рабочим средствам измерений.
Физическая величина – свойство, общее в качественном отношении многим физическим объектам, но в количественном отношении индивидуальное для каждого объекта. Например, длина, масса, угол, давление и т. д.
Единица физической величины – физическая величина, которой по определению присвоено числовое значение, равное 1. Например, масса 1 кг, сила 1 Н, давление 1 Па, длина 1 м, угол 1 радиан.
Значение физической величины – оценка физической величины в виде некоторого числа принятых для нее единиц. Например, диаметр отверстия 0,01 м, масса кг.
Измерение – нахождение значения физической величины опытным путем с помощью специальных технических средств. Например, измерение диаметра вала микрометром, давления среды – манометром или вакуумметром. Значение физической величины ![]() , полученное при измерении, находят по формуле
, полученное при измерении, находят по формуле
![]()
где ![]() – числовое значение,
– числовое значение, ![]() – единица физической величины.
– единица физической величины.
В метрологии различают истинное и действительное значения физических величин.
Истинное значение – значение физической величины, которое идеальным образом отражает в качественном и количественном отношениях соответствующее свойство объекта. Истинное значение должно быть свободно от ошибок измерения, но так как все физические величины находят опытным путем и их значения содержат ошибки измерений, то истинное значение физических величин остаётся неизвестным.
Действительное значение – значение физической величины, найденное экспериментальным путем и настолько приближающееся к истинному значению, что для определенной цели может быть использовано вместо него. При технических измерениях значение физической величины, найденное с допустимой по техническим требованиям погрешностью, принимается за действительное значение.
Погрешность измерения – отклонение результата измерений от истинного значения измеряемой величины. Абсолютная погрешность – погрешность измерения, выраженная в единицах измеряемой величины. Абсолютную погрешность измерения ![]() определяют по формуле
определяют по формуле
![]()
где ![]() – истинное значение измеряемой величины.
– истинное значение измеряемой величины.
Относительная погрешность измерения – отношение абсолютной погрешности измерения к истинному значению физической величины ![]() . Она может выражаться также в процентах. Поскольку истинное значение измеряемой величины остается неизвестным, на практике можно найти лишь приближенную оценку погрешности измерения. При этом вместо истинного значения принимают значение физической величины, полученное при измерениях той же величины с точностью, в несколько раз более высокой. Например, погрешность измерения диаметра вала штангенциркулем, которая составляет ±0,1 мм, можно оценить, измерив тот же диаметр вала микрометром с погрешностью ±0,004 мм.
. Она может выражаться также в процентах. Поскольку истинное значение измеряемой величины остается неизвестным, на практике можно найти лишь приближенную оценку погрешности измерения. При этом вместо истинного значения принимают значение физической величины, полученное при измерениях той же величины с точностью, в несколько раз более высокой. Например, погрешность измерения диаметра вала штангенциркулем, которая составляет ±0,1 мм, можно оценить, измерив тот же диаметр вала микрометром с погрешностью ±0,004 мм.
На производстве также широко используется более производительная операция измерений – контроль. Контроль качества продукции – проверка соответствия качества продукции установленным требованиям. При контроле физических величин проверяют, находится ли их действительное значение в допускаемых пределах, но числовое значение измеряемой величины не определяют. Например, проверяют, укладывается ли действительный размер диаметра вала в границы установленного допуска.
Метрологические процессы обеспечивают сохранение точности средств измерений при эксплуатации.
Поверка – определение метрологическим органом погрешностей средства измерений и установление его пригодности к применению.
Метрологическая аттестация – исследование средства измерений, выполняемое метрологическим органом для определения метрологических свойств этого средства измерений, и выдача документа с указанием полученных данных.
Градуировка – определение градуировочной характеристики средства измерений, под которой понимается зависимость между значениями величин на выходе и входе средства измерения, составленная в виде таблицы, графика и формулы.
Юстировка – совокупность операций по доведению погрешностей средств измерений до значений, соответствующих техническим требованиям.
Ревизия – проверка состояния средств измерений и выполнения правил их поверки и применения, проводимая органом Государственной метрологической службы.
Лабораторно-практическая работа № 1.
ИЗМЕРЕНИЕ ДЕТАЛЕЙ ШТАНГЕНИНСТРУМЕНТАМИ
Цель работы
Изучить устройство, принцип измерения и метрологические характеристики штангенинструментов. Измерить выданную деталь штангенциркулем. Выполнить эскиз детали с нанесением действительных размеров.ШТАНГЕНИНСТРУМЕНТЫ
Для измерения линейных размеров абсолютным методом и для воспроизведения размеров при разметке деталей служат штангенинструменты, объединяющие под этим названием большую группу измерительных средств: штангенциркули, штангенглубиномеры, штангенгрейсмасы, штангензубомеры и т. д.
Наиболее распространенным типом штангенинструмента является штангенциркуль. Существует несколько моделей штангенциркулей (ГОСТ 166 – 80).
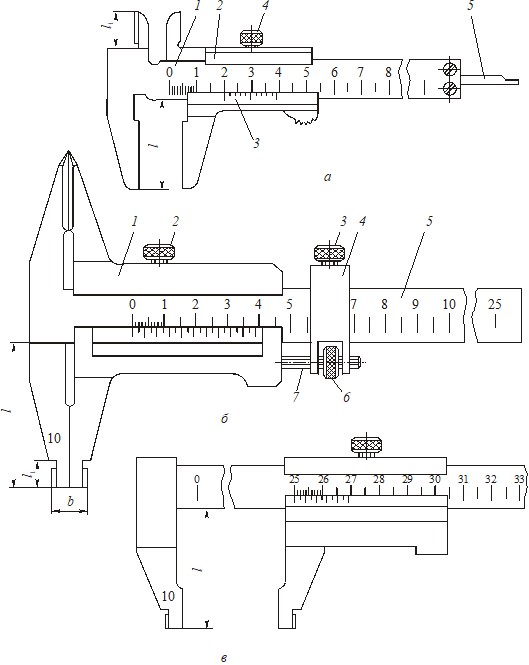
Рис.1
Штангенциркуль ШЦ – I с двусторонним расположением губок (рис.1,а) для наружных и внутренних измерений и с линейкой для измерения глубин (цена деления нониуса 0,1 мм, предел измерений от 0 до 125 мм) имеет штангу (линейку) 1 с основной шкалой, деления которой нанесены через 1 миллиметр. Штанга имеет неподвижные измерительные двусторонние губки с рабочими поверхностями, перпендикулярными штанге. По линейке перемещается измерительная рамка 2 со второй парой губок; на рамке имеется стопорный винт 4 для ее фиксации в требуемом положении. На измерительной рамке нанесена дополнительная шкала – нониус 3. Наружные размеры измеряют нижними губками, имеющими плоские рабочие поверхности малой ширины. Верхние губки применяют для измерения внутренних размеров. Линейка – глубиномер 5 предназначена для измерения высоты уступов, глубины глухих отверстий и т. п.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
