



Штангенциркуль ШЦ – II с двусторонним расположением губок (рис.1,б) предназначен для наружных и внутренних измерений и разметочных работ. Состоит из тех же основных деталей, что и ШЦ – I, но имеет вспомогательную рамку микроподачи 4 для точного перемещения рамки 1 по штанге 5. Для этого необходимо предварительно зафиксировать вспомогательную рамку 4 стопорным винтом 3, а затем, вращая гайку 6 по микровинту 7, перемещать измерительную рамку по штанге. Как правило, этой подачей пользуются для точной установки размера на штангенциркуле при разметке. Остроконечные губки штангенциркуля ШЦ – II применяют для разметки или измерения наружных размеров в труднодоступных местах. Нижние губки для измерения внутренних размеров имеют цилиндрические рабочие поверхности. Размер губок в сведенном состоянии обычно бывает равен 10 мм и определяет наименьший внутренний размер, который может быть измерен этим штангенциркулем. При внутренних измерениях к отсчету по шкале следует прибавить размер губок, указанный на их боковой стороне. Штангенциркули типа ШЦ – II имеют нониусы с ценой деления 0,1 и 0,05 мм и пределы измерения 0 – 160, 0 – 200, 0 – 250 мм.
Штангенциркуль ШЦ – III не имеет верхних остроконечных губок и устройства для микроподачи измерительной рамки. Он применяется для наружных и внутренних измерений с помощью таких же, как у ШЦ – II, нижних губок. Цена деления нониуса 0,1 и 0,05 мм, пределы измерений от 0 до 2000 мм.
Штангенглубиномер (рис.2) служит для измерения глубин и выступов. Он состоит из основания 1, штанги 6 с основной миллиметровой шкалой, измерительной рамки 3, стопорного винта 2, устройства микрометрической подачи 5, стопорного винта 4, гайки и винта 7 микрометрической подачи и нониуса 8.
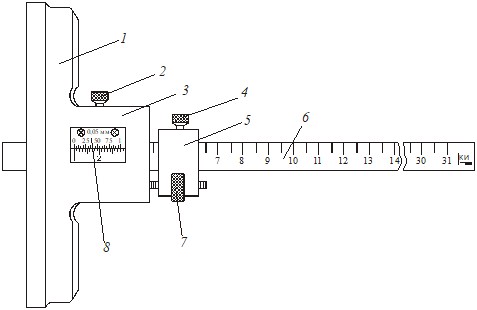
Рис.2
Выпускаются штангенглубиномеры с ценой деления нониуса 0,05 мм и пределами измерений 0 – 160, 0 – 200, 0 – 250, 0 – 315, 0 – 400 мм. По конструкции штангенглубиномер отличается от штангенциркуля отсутствием неподвижных губок на штанге и наличием вместо них основания 1, которое является опорой при измерении глубины. Нулевой размер штангенглубиномер показывает при совмещении торца штанги (линейки) 6 и основания 1.
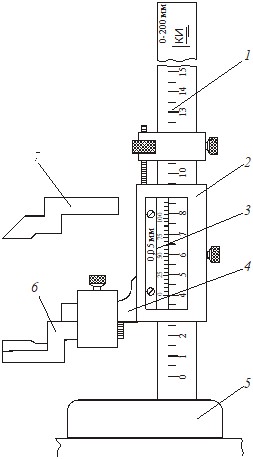
Рис.3
Штангенрейсмас применяют для разметки, но он может быть использован и для измерения высоты деталей, установленных на плите (рис.3). Штангенрейсмасы имеют цену деления нониуса 0,1 и 0,05 мм и предел измерений до 2500 мм. Они имеют массивное основание 5 для установки на плите. Перпендикулярно основанию расположена штанга 1 с миллиметровой шкалой. Подвижная рамка 2 с нониусом 3 имеет державку 4 для установки специальной измерительной ножки 6 для измерения высоты или разметочной ножки 7.
При разметке вертикальных поверхностей штангенрейсмас с установленным по шкале и нониусу размером (при этом рекомендуется пользоваться микроподачей рамки) перемещается по плите вдоль размечаемой заготовки. Острие разметочной ножки наносит на поверхность заготовки горизонтальную линию.
ОТСЧЕТНОЕ УСТРОЙСТВО
В основу конструкции отсчетного устройства входят штанга (измерительная линейка) с нанесенной на ней основной шкалой с интервалом деления 1 мм. Каждое пятое деление шкалы штанги отмечено удлиненным штрихом, а каждое десятое – штрихом более длинным с соответствующим числом сантиметров.
По штанге свободно перемещается измерительная рамка, на скосе которой (напротив миллиметровой шкалы штанги) нанесена дополнительная шкала, называемая нониусом. Нониус служит для отсчета дробных долей миллиметра.
Отсчет измерений в нониусном устройстве основан на разности интервалов делений основной шкалы и дополнительно шкалы нониуса. Нониус имеет небольшое число делений n (10, 20 или 50 делений – штрихов). Нулевой штрих нониуса выполняет роль стрелки и позволяет отсчитывать размер в миллиметрах на основной шкале.
Цена деления нониуса с равна цене деления основной шкалы а=1 мм, разделенной на число делений шкалы нониуса n:
![]() .
.
Применяются нониусы с ценой деления 0,1; 0,05 мм и в редких случаях 0,02 мм. Интервал деления шкалы нониуса ![]() зависит от принятого значения модуля
зависит от принятого значения модуля ![]() , который выбирается из чисел 1; 2; 3; 4 и больше. Но надо иметь в виду, что с увеличением модуля увеличивается длина дополнительной шкалы – нониуса и увеличиваются габаритные размеры всего отсчетного устройства. Интервал деления шкалы нониуса
, который выбирается из чисел 1; 2; 3; 4 и больше. Но надо иметь в виду, что с увеличением модуля увеличивается длина дополнительной шкалы – нониуса и увеличиваются габаритные размеры всего отсчетного устройства. Интервал деления шкалы нониуса ![]() принимают кратным интервалу деления основной шкалы
принимают кратным интервалу деления основной шкалы
![]() ,
,
где ![]() – модуль нониуса, характеризующий растянутость шкалы нониуса или соотношение между значениями интервалов основной шкалы и нониуса.
– модуль нониуса, характеризующий растянутость шкалы нониуса или соотношение между значениями интервалов основной шкалы и нониуса.
Длина шкалы нониуса
![]() .
.
Для примера возьмем цену деления нониуса с=0,1 мм при модуле ![]() , тогда интервал деления шкалы нониуса
, тогда интервал деления шкалы нониуса ![]() мм. Все последующие штрихи нониуса наносят с таким же интервалом. Из – за того, что интервалы делений нониуса меньше, чем на основной шкале, постепенно накапливается отставание положения штрихов нониуса от штрихов основной шкалы и десятый штрих нониуса совпадает с девятым штрихом основной шкалы (рис.4).
мм. Все последующие штрихи нониуса наносят с таким же интервалом. Из – за того, что интервалы делений нониуса меньше, чем на основной шкале, постепенно накапливается отставание положения штрихов нониуса от штрихов основной шкалы и десятый штрих нониуса совпадает с девятым штрихом основной шкалы (рис.4).
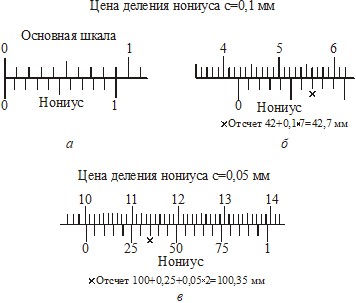
Рис.4
Для удобства отсчета дробных долей миллиметра чаще выпускаются штангенинструменты с модулем шкалы нониуса равным 2.
При определении размера детали поступают следующим образом. Если нулевой штрих дополнительной шкалы – нониуса совпал с каким – либо штрихом основной шкалы, то значение измеряемой величины отсчитывают только по основной шкале в мм.
Если же нулевой штрих нониуса не совпадает ни с одним штрихом основной шкалы, то отсчет получается из двух частей. Целое число в миллиметрах берут по основной шкале слева от нулевого штриха нониуса и прибавляют к нему доли миллиметра, полученные умножением цены деления нониуса на порядковый номер штриха нониусной шкалы, совпавшего со штрихом основной шкалы (рис.4,б, в).
Содержание отчета
Цель работы. Модель штангенциркуля и его основные метрологические характеристики. Метод измерения. Эскиз детали с действительными размерами.Контрольные вопросы
Назовите типы штангенинструментов. Модели штангенциркулей, их конструктивные особенности и назначение. Как отсчитываются при измерениях целые и дробные доли миллиметров? Устройство нониуса. Для каких целей маркируется толщина губок у некоторых моделей штангенциркулей? Для чего служит штангенглубиномер? Для чего служит штангенрейсмас?
Лабораторно-практическая работа № 2.
ИЗМЕРЕНИЕ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМ ИНСТРУМЕНТОМ
Цель работы
Изучить устройство, принцип измерения и метрологические характеристики микрометрических инструментов. Измерить деталь гладким микромером и дать заключение о годности детали.
МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Микрометрические инструменты являются широко распространенными средствами измерений наружных и внутренних размеров, глубин пазов и отверстий. Принцип действия этих инструментов основан на применении пары винт – гайка. Точный микрометрический винт вращается в неподвижной микрогайке. От этого узла и получили название эти инструменты.
В соответствии с ГОСТ 6507 – 78 выпускаются следующие типы микрометров:
МК – гладкие для измерения наружных размеров;
МЛ – листовые с циферблатом для измерения толщины листов и лент;
МТ – трубные для измерения толщины стенок труб;
МЗ – зубомерные для измерения длины общей нормали зубчатых колес;
МВМ, МВТ, МВП – микрометры со вставками для измерения различных резьб и деталей из мягких материалов;
МР, МРИ – микрометры рычажные;
МВ, МГ, МН, МН2 – микрометры настольные.
Кроме перечисленных типов микрометров выпускаются микрометрические нутромеры (ГОСТ 10 – 75 и ГОСТ 17215 – 71) и микрометрические глубиномеры (ГОСТ 7470 – 78 и ГОСТ 15985 – 70).
Практически все выпускаемые микрометры имеют цену деления 0,01 мм. Исключение составляют микрометры рычажные МР, МР3 и МРИ, имеющие цену деления 0,002 мм. Диапазоны измерений гладких микрометров зависят от размеров скобы и составляют: 0 – 25, 25 – 50, …, 275 – 300, 300 – 400, 400 – 500, 500 – 600 мм
На рис.1,а, б показаны конструкция и схема гладкого микрометра. В отверстиях скобы 1 запрессованы с одной стороны неподвижная измерительная пятка 2, а с другой – стебель 5 с отверстием, которое является направляющей микрометрического винта 4. Микрометрический винт 4 ввинчивается в микрогайку 7, имеющую разрезы и наружную резьбу. На эту резьбу навинчивают специальную регулировочную гайку 8, которая сжимает микрогайку 7 до полного выбора зазора в соединении «микровинт – микрогайка». Это устройство обеспечивает точное осевое перемещение винта относительно микрогайки в зависимости от угла его поворота. За один оборот торец винта перемещается в осевом направлении на расстояние, равное шагу резьбы, т. е. на 0,5 мм. На микрометрический винт надевается барабан 6, закрепляемый установочным колпачком – гайкой 9. В колпачке – гайке смонтирован специальный предохранительный механизм 12, соединяющий колпачок – гайку 9 и трещотку 10, за нее и необходимо вращать барабан 6 при измерениях. Предохранительный механизм – трещотка, состоящий из храпового колеса, зуба и пружины, в случае превышения усилия между губками 500 – 900 сН отсоединяет трещотку 10 от установочного колпачка 9 и барабана 6, и она начинает проворачиваться с характерным пощелкиванием. При этом микрометрический винт 4 не вращается. Для закрепления винта 4 в требуемом положении микрометр снабжен стопорным винтом 11.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
