



0,4 0,5 0,32 50
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
|
|
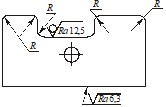
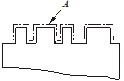
Рис.4. | Рис.5 |
При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789 – 73, например:
![]() 1÷20%;
1÷20%; ![]() 100 – 10%;
100 – 10%; ![]() 0,63+20%;
0,63+20%; ![]() 70±40%
70±40%
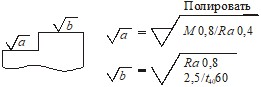
Рис.6
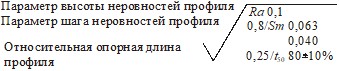
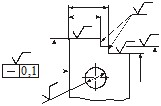
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в порядке, представленном на рис.4 (см. также рис.2).
При нормировании требований к шероховатости поверхности параметрами ![]() ,
, ![]() ,
, ![]() базовую длину в обозначении шероховатости не приводят, если она соответствует ГОСТ 2789 – 73 для выбранного значения параметра шероховатости.
базовую длину в обозначении шероховатости не приводят, если она соответствует ГОСТ 2789 – 73 для выбранного значения параметра шероховатости.
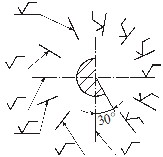
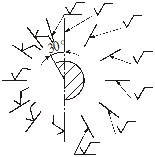
Условные обозначения направления неровностей должны соответствовать приведенным в табл.1.
Таблица 1
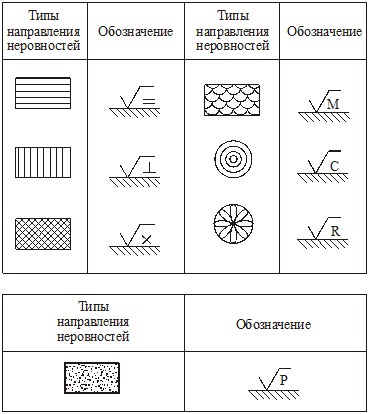
Условные обозначения направления неровностей приводят на чертеже при необходимости.
Высота знака условного обозначения направления неровностей должна быть приблизительно равна ![]() . Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии.
. Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии.
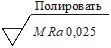
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (рис.5).
Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа по примеру, указанному на рис.6.
2. Правила нанесения обозначений шероховатости
поверхностей на чертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий – выносок. Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (рис.7).
|
|
|
Рис.7 | Рис.8 | Рис.9 |
Обозначения шероховатости поверхности, в которой знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рис.8 и 9. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии выноски.
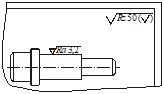
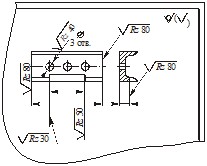
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис.10). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (рис.11, 12) вместе с условным обозначением (![]() ). Это означает, что все поверхности, на которые на изображении не нанесены обозначения или знак
). Это означает, что все поверхности, на которые на изображении не нанесены обозначения или знак ![]() , должны иметь шероховатость, указанную перед условным обозначением (
, должны иметь шероховатость, указанную перед условным обозначением (![]() ), соответствующим слову «остальное». Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
), соответствующим слову «остальное». Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
|
|
|
Рис.10 | Рис.11 | Рис.12 |

Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис.13,а). Через заштрихованную зону линию границы между участками не проводят (рис.13,б).
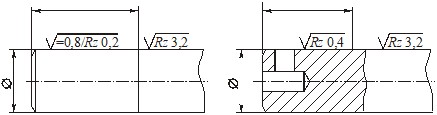
Рис.13
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис.14, а – в), а для глобоидных червяков и сопряженных с ними колес – на линии расчетной окружности (рис.14,г).
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис.15,а), или условно на выносной линии для указания размера резьбы (рис.15, б – д), на размерной линии или на ее продолжении (рис.15,е).
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с рис.16. Диаметр вспомогательного знака ![]() – 4…5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак
– 4…5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак ![]() не приводят (рис.17).
не приводят (рис.17).
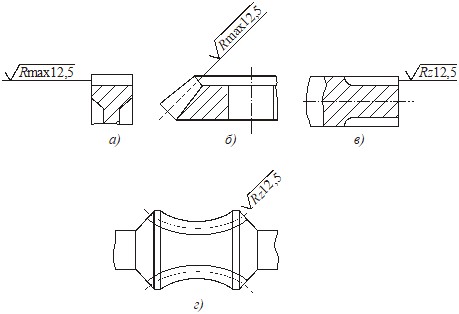
Рис.14
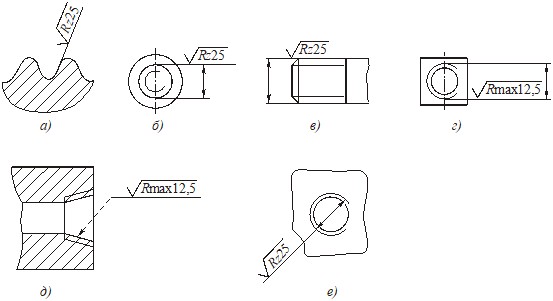
Рис.15
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например:
«Шероховатость поверхности ![]() ».
».
|
|
|
Рис.16 | Рис.17 | Рис.18 |

При этом буквенное обозначение поверхности наносят на полке линии – выноски, проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8…1,0 мм от линии контура (рис.18).
ИЗМЕРЕНИЕ И КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Аттестация шероховатости поверхности проводится по двум видам контроля: качественному и количественному.
Качественный контроль параметров шероховатости поверхности осуществляют путем сравнения с образцами или образцовыми деталями визуально или на ощупь. ГОСТ 9378 – 75 устанавливает образцы шероховатости, полученные механической обработкой, снятием позитивных отпечатков гальванопластикой или нанесением покрытий на пластмассовые отпечатки. Наборы или отдельные образцы имеют прямолинейные, дугообразные или перекрещивающиеся дугообразные расположения неровностей поверхности. На каждом образце указаны значение параметра ![]() (в мкм) и вид обработки образца. Для повышения точности используют щупы и микроскопы сравнения.
(в мкм) и вид обработки образца. Для повышения точности используют щупы и микроскопы сравнения.
Количественный контроль параметров шероховатости осуществляют бесконтактными и контактными средствами измерения.
Для количественной оценки шероховатости поверхности бесконтактным методом используются два способа – увеличение их с помощью оптической системы или использованием отражательных способностей обработанной поверхности.
Приборами, основанными на оценке поверхностных неровностей при увеличении их с помощью оптической системы, являются «приборы светового сечения». Приборами, основанными на отражательной способности, являются микроинтеферометры.
Принцип действия приборов светового сечения заключается в получении увеличенного изображения профиля измеряемой поверхности с помощью лучей, направленных наклонно к этой поверхности, и измерении высоты неровностей в получаемом изображении. Наиболее распространенным является двойной микроскоп типа МИС – 11, который позволяет определять три параметра шероховатости ![]() ,
, ![]() и
и ![]() в плоскости, нормальной к направлению неровностей поверхности.
в плоскости, нормальной к направлению неровностей поверхности. ![]() ,
, ![]() в пределах 0,5÷40 мкм и
в пределах 0,5÷40 мкм и ![]() в пределах 0,002÷0,5 мм.
в пределах 0,002÷0,5 мм.
Принцип действия микроинтерферометра такой же, как и обычного, но отличается тем, что в качестве одной из поверхностей, которая создает интерференционную картину, используется измеряемая поверхность. А это значит, что прибор предназначен для измерения поверхностей с малыми неровностями, так как на грубых поверхностях интерференцию получить невозможно. В принципе микроинтерферометр представляет сочетание интерферометра и микроскопа. Наиболее типичным является прибор ММИ – 4, который также позволяет определять ![]() ,
, ![]() и
и ![]() , но в более узком диапазоне.
, но в более узком диапазоне. ![]() ,
, ![]() в пределах 0,05÷0,8 мкм.
в пределах 0,05÷0,8 мкм.
Для количественной оценки шероховатости поверхности контактными средствами измерения используют профилографы – профилометры и профилометры.
Профилограф – профилометр состоит из двух приборов в зависимости от характера выдаваемой измерительной информации – профилографа и профилометра. Объединяются они вместе для расширения возможностей измерения поверхностных неровностей и в связи с тем, что многие функциональные узлы у них совпадают. Эти приборы предназначены в основном для работы в лаборатории. Отечественная промышленность изготовляет несколько моделей приборов (201, 202, 252), основанных на индуктивном методе преобразования колебаний иглы в колебание напряжений.
Профилограф – прибор для записи величин неровностей поверхности в нормальном к ней сечении в виде профилограммы, обработкой которой определяются все параметры, характеризующие шероховатость и волнистость поверхности.
Профилометр – прибор для измерения поверхностных неровностей в нормальном к ней сечении и представлении результатов измерения на шкале прибора в виде значения одного из параметров» используемых для оценки этих неровностей. Большинство профилометров дают оценку поверхностных неровностей по параметру ![]() и используются в качестве цеховых приборов. Оценка шероховатости по параметру
и используются в качестве цеховых приборов. Оценка шероховатости по параметру ![]() связана с трудностями обработки сигнала.
связана с трудностями обработки сигнала.
Содержание отчета
Рисунок профиля поверхностных неровностей с основными параметрами. Оценка параметров шероховатости по заданному профилю. Приборы для оценки шероховатости поверхности на деталях машин. Пример обозначения шероховатости на чертеже детали.
Контрольные вопросы
Какие параметры используют для оценки шероховатости поверхности? Чем и как контролируют шероховатость поверхности? Какой параметр шероховатости измеряет прибор МИС – 11? Как обозначается шероховатость на чертежах? Для чего на ответственных деталях машин добиваются малой шероховатости?
Литература
1. , Гольдин , посадки и технические измерения в машиностроении. – М.: ПрофОбрИздат, 2008.
2. , , Толстов , посадки и технические измерения в машиностроении. – М.: Академия, 2008.
3. , , Кононов , стандартизация и сертификация на транспорте. – М.: Академия, Московские учебники, 2010.
4. Маргавелашвили , стандартизация и сертификация. Лабораторно-практи-
ческие работы: учеб. пособие. – М.: Академия, 2011.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
