


Ленточные машины используют для разливки на чушки алюминия, силумин, магния, цинк, медного шлака шахтной плавки.
Ленточная машина представляет собой пластинчатый конвейер с шарнирно закрепленными на них изложницами; как правило, работает от двигателя постоянного тока, что позволяет регулировать скорость движения в широких пределах. К каждому звену конвейера прикреплены по две изложницы, образующие сплошной настил, так что зазоры между ними перекрываются бортами смежных изложниц. Изложницы непрерывно заполняются жидким металлом. Для более интенсивного охлаждения металла используют водяные брызгала. На разгрузочном конце с помощью ударного отбойного устройства чушки отрываются от стенок и при дальнейшем движении выпадают из изложницы, направляясь к укладчику.
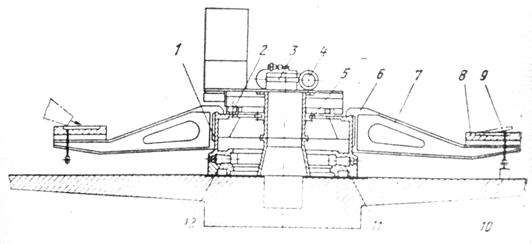
Рис. 8. Общий вид карусельной разливочной машины.
Таблица 12.
Техническая характеристика карусельных разливочных машин.
Показатели | Машина для разливки | ||||
Свинца | Меди на аноды | Цинка | |||
Диаметр карусели, м | 6,0 | 6 | 10 | 13 | 3,85 |
Производительность машины т/ч | 23,0 | 20-30 | 55 | 40 | 4-12 |
Двигатель постоянного тока: | |||||
Мощность кВт | 11,0 | 8-9 | 2х7,7 | 2х12 | 2-4,5 |
Частота вращения карусели при установившимся движения об/мин | 1,0 | 1,085 | 1,085 | 0,24 | 0,14-0,43 |
Тип редуктора | Червячный | Червячно-цилиндрический | Червячный | ||
Масса заготовки кг | 38,0 | 240 | 240 | 250 | 20 |
Изложница: | |||||
Материалы | Чугун | Медь | Медь | Медь | Чугун |
Массы, кг | 120 | 1700 | 1700 | 1700 | 35 |
Число изложниц на карусели, шт. | 24 | 12 | 20 | 28 | 22 |
Давление орошаемой воды, МПа | 0,3 | 0,3 | 0,3 | 0,3 | - |
Способ разгрузки изложниц | Пневматическим захватным устройством | Рыжачно-кулачковыми выталкивателями анодов | Пневматическим выталкивателем | Рыжачно-кулачковым устройством для опрокидывания изложниц | |
Общая масса машины без изложниц и электрооборудования, т | 34,5 | 24,6 | 53 | 95 | 6,1 |
Техническая характеристика ленточных машин приведена в табл. 13.
Окруженное усилие Р на приводной звездочке типовых ленточных машин определяется зависимостью:
Р = 1050 + qл(2,1Н + 0,01Lт) + qч(Н + 0,1Lт), (9-1)
где, qл qч - силы тяжести ленты конвейера совместно с изложницами и чушек на 1 м длинны, Н/м,
Н - высота подъема конвейера, м;
Lг – длина конвейера по горизонтали, м.
Мощность двигателя с учетом запаса в 1,5 раза, кВт:
N = Pv / 41000h, (9-2)
где, v – скорость ленты, м/мин;
h - к. п. д. передаточного механизма (h ![]() 0,6).
0,6).
Например, для ленточного машины, используемой при разливке алюминия, работающей со скоростью v = 1,89 м/мин, Lг = 42,5 м, Н = 7 м, qл = 650 Н/м и qч = 2000 Н/м, окруженное усилие на приводной звездочке, Н:
Р = 1050 + 650(14,7 + 0,425) + 2000(7 + 4,25) = 3400
и мощность привода, кВт:
N = 34000 · 1,89 / 41000 · 0,6 = 2,63.
Согласно табл. 13, мощность двигателя принята равной 3 кВт.
Таблица 13.
Техническая характеристика ленточных машин
Показатели | Машина для разливки | ||
Цинка | Алюминия | Медного шлака | |
Производительность, т/ч | До 8,3 | 3,35; 4,45; 5,6; 7,0 | 8 |
Длина, м | 10,286 | 10,14 | 20,5 |
Скорость ленты, м/мин | 0,09-0,195 | 0,966; 1,121; 1,52; 1,89 | 0,9 |
Масса: чушки, кг изложницы, кг | 20 105 | 16 105 | 100 - |
Мощность электродвигателя, кВт | 2,8 | 3,0 | 5,8 |
Общая масса, т | 14,6 | 13,67 | 7,0 |
На Балхашском горно - металлургическом комбинате установлено автоматизированная линия непрерывного литья вайербарсов вертикального типа, которая состоит из трех поточных линий:
I) плавильно-рафинировочной (машина для загрузки катодов в индукционную печь типа ИЛК-16, желоб и миксер ИЛКМ-2,5);
2) литейной (блок кристаллизаторов, камера вторичного охлаждения, тянущая, клеть, летучая пила и кантователь);
3) линия обработки и штабелирования вайербарсов (магистральный и вспомогательный рольганги, гидротолкатели, пила для разрезки заготовок на вайербарсы, гидрокантователь для осмотра слитков, клеймитель и штабелировщик).
Катодная медь с помощью мостового крана складируется на высоте с отметкой +8,4 м на специальных стеллажах. Сюда же подают отходы собственного производства (дефектные вайербарсы) и спрессованную стружку. Пачку катодов устанавливают специальным захватом на поворотный стол загрузочной машины. Листы катода загружают поштучно для поддержания равномерной температуры. Брикеты предварительно просушивают горячими газами печи и после этого транспортируют в печь. Бракованные вайербарсы устанавливают на рольганг, и они периодически сталкиваются в печь.
Плавку шихты и нагрев расплава до температуры литья осуществляют в индукционной печи.
Металл переливают из печи в миксер с помощью наклонного желоба двумя способами:
1) предельными порциями (наладочный режим);
2) постоянно с требуемой интенсивностью.
Миксер предназначен для создания постоянных температурных условий литья и регулирования скорости подачи бескислородной меди в кристаллизатор. В передней части миксера расположена раздаточная коробка, в которой установлены два стопорно-раздаточных устройства для ручного и автоматического измерения скорости подачи меди.
Процесс литья и формирования слитка осуществляется в следующем порядке. С помощью тянущей клети вводятся затравки снизу в кристаллизатор. Зазоры между затравкой и стенками кристаллизатора уплотняют сухим асбестовым шнуром. Каждый кристаллизатор, входящий в общий блок, расположен на независимой раме качания, приводимой в движение от кулачкового механизма, связанного с приводом тянущей клети. Амплитуда колебаний 11,5 мм, частота зависит от скорости литья, Разливку безкислородной меди осуществляют в защитной атмосфере азота (3—4 М3/ч). Смазка кристаллизатора представляет собой смесь бутана с пропаном. Для улучшения качества слитка на зеркало металла периодически подают прокипяченное растительное масло. В дальнейшем слиток охлаждается до 50°С в камере вторичного охлаждения. Затем тянущей клетью с приводом от двигателя постоянного тока слитки вытягиваются.
На конечной линии непрерывный вайербарс режут на мерные заготовки и направляют на контрольный осмотр, после чего осуществляется клеймение и штабелирование годной продукции.
Контрольные вопросы.
1. Что вы знаете о периодических и непрерывных литейных машинах?
2. В каком виде цветные металлы поступают на заготовки в заводы по обработке?
3. Для чего используют ленточные машины?
4. Какие разновидности карусельных разливочных машин Вы знайте?
5. Приведите технические характеристики ленточных машин?
Литература
1. и др. Заготовка и переработка вторичных металлов. Харьков: Основа, 1992. 400 с.
2. Худяков и др. Технология вторичных цветных металлов. М.: Металлургия, 1981, 280 с.
3. Купряков тяжелых цветных металлов из лома и отходов. Харьков: Основа, 1992. 400 с.
4. Севрюков металлургия. М.: Металлургия. 1976.
5. Алексенков и переработка металлической стружки. М.: Машиностроение. 1980.
6. Периодические издание: Горный журнал, Цветные металлы, Ўзбекистон кончилик хабарномаси, Металлы Евразии, Рынок вторичных металлов.
7. Интернет сайты: www. picanal. narod. ru, www. bilimdon. uz, www. elibrary. ru/menu_info. asp, www. , www. /mj/MJ/mj. htm.
ОГЛАВЛЕНИЕ
стр.
Введение. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Практическая работа №1. Первичная обработка лома и отходов металлов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Практическая работа №2. Расчет шихты шахтной плавки (расчет вещественного состава свинецсодержащего сырья и процесса шахтной плавки) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………. Практическая работа №3. Расчет шихты шахтной плавки (расчет количества и состава шлака и чернового свинца) . . . . . Практическая работа №4. Расчет теплового баланса шахтной плавки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Практическая работа №5. Расчет шихты с учетом стоимости металлов, входящих в состав сплавов. . . . . . . . . . . . . . . . . . Практическая работа №6. Расчет индукционной канальной печи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Практическая работа №7. Расчет теплового баланса электрической печи. . . . . . . . . . . . . . . . . . . . . . . . . . . . . ……….. . . . . . . Практическая работа №8. Расчет электролизера. . . . . . . . . . . Практическая работа №9. Периодические и непрерывные литейные машины. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 4 6 11 16 22 28 34 43 48 53 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
