



1 | 2 | 3 | 4 | 5 |
К6 – К7 | Опускание крюка крана | 1,5 | 8 | 0,19 |
К7 – К8 | Строповка формы | - | - | 0,5 |
К8 – К9 | Подъем формы | 1,5 | 8 | 0,19 |
К9 – К10 | Перемещение на ТВО | 36 | 64 | 0,56 |
К10 – К11 | Опускание формы до верха камеры | 1,5 | 8 | 0,19 |
К11 – К12 | Установка формы | - | - | 0,5 |
К12 – К13 | Подъем траверсы | 1,5 | 8 | 0,19 |
К13 – К14 | Перемещение крана на пост армирования | 10 | 80х0,5 | 0,25 |
К14 – К15 | Опускание траверсы | 1,5 | 8 | 0,19 |
К15 – К16 | Строповка формы | - | - | 0,19 |
К16 – К17 | Подъем формы | 1,5 | 8 | 0,19 |
К17 – К18 (К17 - ) | Перемещение на пост формования | 23,5 | 64 | 0,37 |
| Перемещение бетоноукладчика к начальной точке от места загрузки | 4,2 | 29,7 | 0,15 |
Б0 – | Время загрузки бетоноукладчика |
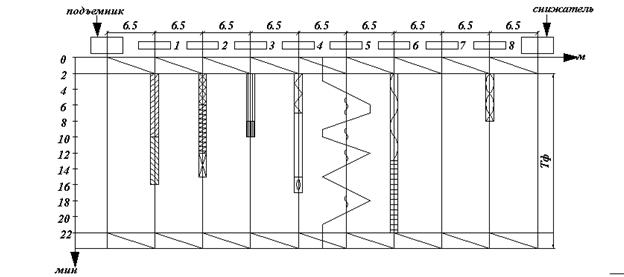
11. На циклограмме приняты следующие обозначения:
Б0 – ось загрузки бетоноукладчика;
Б1 и Б2 – начальное и конечное положение бетоноукладчика при формовании;
В/П – ось виброплощадки;
А – ось постов армирования.
ТВО – ось камер тепловлажностной обработки.
Время загрузки бетоноукладчика (![]() -
- ![]() ) равно 4,4 мин.
) равно 4,4 мин.
Время цикла (![]() ) составило 15,73 мин, расчетное время формования
) составило 15,73 мин, расчетное время формования ![]() мин. Для четырех изделий с объемом бетона 2,2 м3 время ритма получилось меньше, чем по ОНТП [2].
мин. Для четырех изделий с объемом бетона 2,2 м3 время ритма получилось меньше, чем по ОНТП [2].
При необходимости можно было бы сократить цикл на время вибрации, совместив его с последними стадиями укладки смеси. В данном случае этого не требуется, так как время, определенное по циклограмме, не превышает требования норм.
|
Построение циклограмм конвейерной
и полуконвейерной линии
1. Для построения циклограмм следует знать технологию изготовления изделий; время, необходимое для выполнения каждой операции. При этом могут быть использованы данные технической литературы, реальных заводов и типовых проектов.
2. Распределение работ по постам линии преследует цель равномерной загрузки всех постов (кроме резервных). Если работы на подготовительных постах значительно отличаются от работ на постах формования (армирования), то есть два варианта. Можно предусмотреть по два поста формования (армирования), распределив по ним операции, или взять линию со спаренным оборудованием, с одной ветвью подготовительных постов и с двумя параллельными ветвями, начиная с поста формования (армирования).
3. При построении циклограммы конвейерных линий следует учитывать расстояние между постами. Оно одинаковое или разное: одно для подготовительных постов, другое для формовочного и следующих за ним постов, если приняты две системы передвижения форм.
Время перемещения с поста на пост может быть принято 2 мин для шестиметровых форм и 2,5-3 мин для форм более 6 м.
4. Осями циклограммы служат линия длины конвейера (полуконвейера) и времени (вертикально вниз). На горизонтальной линии отмечаются оси постов и подъемников-снижателей или передаточных тележек (для конвейерной линии).
5. Возможно два варианта проведения занятий. Первый – дать перечень операций и время, предложив студентам разбить их на посты, работая группами по 3-4 чел. При этом обычно бывает столько вариантов, сколько групп. Затем выбрать оптимальное решение и его изобразить в виде циклограммы. Второй – сразу дать разбивку по постам, обозначив в табл. код операций постов и после построения циклограммы определить цикл конвейера, а по нему расчетный режим конвейера.
Выбор варианта зависит от имеющегося времени, но первый, занимая больше времени, пользы дает больше.
6. Для работ на постах выбирают условные изображения (код), заносят его в табл. и отражают на циклограмме под соответствующими постами в масштабе времени (табл. 3, рис. 2).
7. Отличие циклограммы полуконвейерной линии от конвейерной в том, что необходимо учесть работы на первом посту по установке формы принятым подъемно-транспортным механизмом после перемещения ее с этого поста приводом полуконвейера; на последнем посту необходимо предусмотреть съем формы с изделием до начала передвижения формы с предыдущего поста.
Таблица 3
Расписание операций на постах конвейерной
линии панелей наружных стен [3]
Пост | Набор работ | Время, мин | Код |
Пост 1 | Съем проемообразователя | 8 | |
Открывание замков, бортов | 6 | ||
Пост 2 | Кантование, съем изделий | 5 | |
Чистка формы и проемообразователя (вне линии) | 5 | ||
Установка проемообразователя | 3 | ||
Пост 3 | Закрывание бортов, замков | 6 | |
Смазка формы и проемообразователя | 2 | ||
Пост 4 | Укладка раствора | 5 | |
Укладка арматуры и закладных деталей | 9 | ||
Установка пробок | 2 | ||
Пост 5 | Укладка бетона и виброуплотнение | 16 | |
Пост 6 | Укладка декоративного бетона | 10 | |
Разравнивание и уплотнение бетона | 10 | ||
Пост 7 | Выдержка изделия | - | |
Пост 8 | Очистка формы от бетона | 3 | |
Тех. контроль | 3 |
Примечание. Передвижение формы с поста на пост – 2-3 мин.
8. Расчетный цикл формования принимается для всех линий по циклограмме с учетом 15% на неучтенные работы:
 ,
,
где Тф – время работ на определяющем посту по циклограмме, мин.
Расчетный цикл формования не должен превышать данных ОНТП 07-85[2] для соответствующей технологии; для полуконвейерной линии цикл проверяется по табл. 14 или 15 [2].
В цикл линии входит одно перемещение форм с поста на пост, а изображаются два – до и после работ на постах (рис. 2).
9. Оптимальное число постов конвейерной линии 6-8, при изготовлении сложных изделий – до 10. Распределение операций по постам конвейерной линии производится на основании удобства выполнения работ и оптимальности загрузки постов по времени.
Постам, определяющим время цикла линии, является обычно пост формования или армирования, если работы на них нельзя разделить на два поста.
Обычно постов на полуконвейерной линии меньше 4-6, чаще четыре.
В набор работ добавляется время: на первом посту – установка формы на пост – 1 мин; на последнем посту – съем формы – 1 мин (при применении автозахвата).
10. После построения циклограммы производится ее анализ. При этом возможно иногда изменение работ на смежных постах, оставление резервного поста.
![]()
Таблица 4
Расписание операций полуконвейерной «П»-образной линии
Операция | Время, мин. | Код |
Пост 1 | ||
Установка формы на пост мостовым краном | 1 | |
Открывание замков, бортов | 4 | |
Съем вкладышей | 4/9 | |
Пост 2 | ||
Кантование и съем изделий | 6,5 | |
Чистка формы | 3 | |
Закрывание бортов замков | 4 | |
Смазка формы | 2/15,5 | |
Пост 3 | ||
Установка вкладышей | 2,5 | |
Укладка облицовочной плитки | 8 | |
Установка арматуры | 5/15,5 | |
Передаточное устройство | ||
Передача формы с поста 3 на пост 4 | 2,5 | |
Пост 4 | ||
Установка петель, мелких каркасов | 3 | |
Укладка бетона | 10 | |
Виброуплотнение | 2/15 | |
Пост 5 | ||
Разравнивание и затирка поверхности | 10 | |
Освобождение монтажных петель | 2/12 | |
Пост 6 | ||
Очистка формы от бетона | 5 | |
Техконтроль | 2 | |
Съем формы | 1 |
Практическое занятие 3 (6 ч)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
