



Контрольные вопросы
Что представляет собой производственная структура предприятия? Какие главные элементы производственной структуры. Какие функции выполняют заготовительные, обрабатывающие и сборочные цехи? Назовите принципы рационального размещения подразделений предприятия. Какие бывают виды производственной структуры в зависимости от уровня специализации и характера кооперирования основных цехов?
Рекомендуемая литература
Грузинов предприятия. – М., 2002. Сафронов предприятия. – М., 2002.
Практическое занятие № 3
по теме 1.2. Производственная структура организации
Тема практической работы:
«Расчёт длительности производственного цикла».
Цель занятия: закрепить и конкретизировать знания студентов в области рациональной организации производственного процесса, проанализировать и оценить степень влияния на производственный цикл различных организационных факторов.
Общие теоретические сведения
Длительность производственного процесса, то есть календарный период времени, в течение которого выполняется производственный процесс, называется производственным циклом. Основу производственного цикла составляет технологический цикл, который в свою очередь состоит из операционных циклов.
Операционный цикл, т. е. продолжительность обработки партии деталей (мин) на одной (данной) операции процесса равен
![]() ,
,
где n - размер партии деталей, шт.;
tшт - штучно-калькуляционная норма времени на операцию, мин;
c - число рабочих мест на операции.
Сочетание во времени выполнения операционных циклов существенно влияет на производственный цикл и определяет порядок передачи деталей (партий) в процессе. Возможны 3 вида сочетания операционных циклов (видов движения предметов труда по операциям процесса): последовательный, параллельный и параллельно–последовательный.
Последовательный вид движения (рис. 1), когда вся обрабатываемая партия деталей полностью передается на последующую операцию после полного окончания всех работ на предыдущей. При этом длительность технологического процесса (мин) определяется суммой операционных циклов
 ,
,
где m - число операций в процессе.
Длительность производственного цикла (календарные дни) включает дополнительно межоперационные перерывы (![]() ) и время естественных процессов (
) и время естественных процессов (![]() )
)
 ,
,
где S - число смен;
q - продолжительность смены, мин;
f - коэффициент для перевода рабочих дней в календарные (при 260 рабочих днях в году f = 260/365 = 0,71).
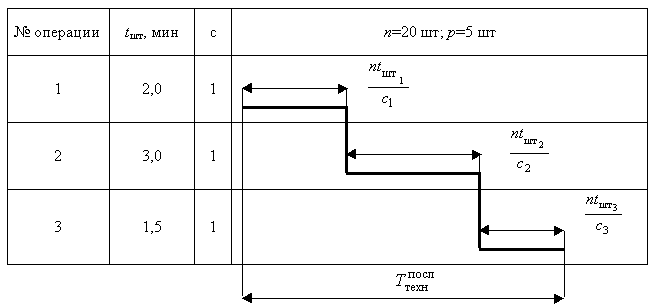
Рис.1. График технологического цикла при последовательном виде движения партии деталей в производстве
Параллельный вид движения (рис. 2), когда небольшие транспортные партии р или отдельные штуки (р=1) деталей запускаются на последующую операцию сразу после обработки их на предыдущей операции, независимо от всей партии. Полностью загружена в этом случае наиболее трудоемкая операция с самым длительным операционным циклом, менее трудоемкие имеют перерывы.
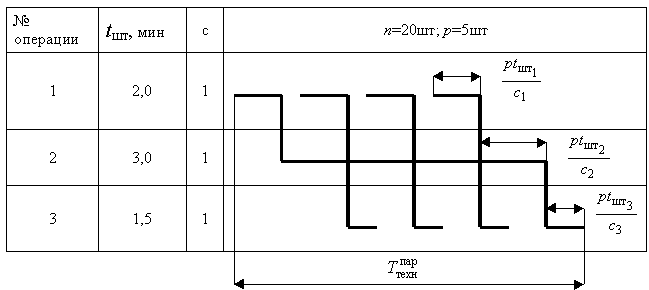
Рис.2. График технологического цикла при параллельном виде движения партии деталей в производстве
Длительность технологического цикла (мин) при параллельном виде движения определяется
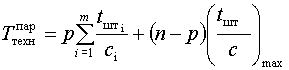 ,
,
где р - количество деталей в транспортной партии (пачке), шт;
(n-p) - цикл операции с максимальной продолжительностью, мин.
- цикл операции с максимальной продолжительностью, мин.
Длительность производственного цикла (календарные дни) примет вид
 .
.
Параллельно-последовательный вид движения (рис. 3), при котором следующая операция начинается до полного окончания работы на предыдущей операции и осуществляется без перерывов в изготовлении партии деталей. При этом имеет место частичное совмещение времени выполнения смежных операционных циклов. Передача изготовляемых деталей с предыдущей на последующую операцию производится не целыми партиями, а частями, транспортными партиями р(пачками) или поштучно (р=1).
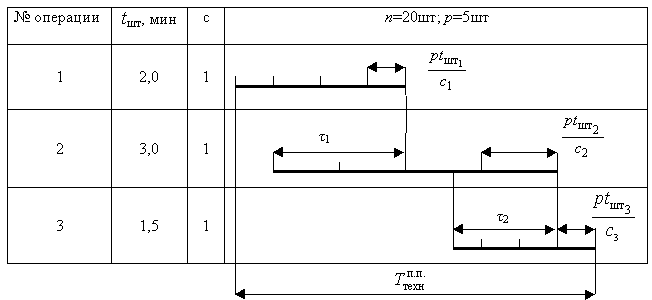 Рис.3. График технологического цикла при параллельно-последовательном виде движения партии деталей в производстве:
Рис.3. График технологического цикла при параллельно-последовательном виде движения партии деталей в производстве: ![]() , – время перекрытия смежных операционных циклов
, – время перекрытия смежных операционных циклов
Длительность технологического цикла (мин) будет соответственно меньше, чем при последовательном виде движения на величину совмещения операционных циклов
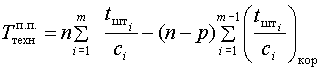 ,
,
где ![]()
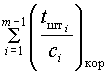 - сумма коротких операционных циклов из каждой пары смежных операций.
- сумма коротких операционных циклов из каждой пары смежных операций.
Длительность производственного цикла (календарные дни) при параллельно - последовательном виде движения примет вид:
 .
.
Содержание и последовательность выполнения заданий
1. Записать номер практической работы, тему и цель работы.
2.Выполнить задание
3.Сделать вывод по работе.
4.Подготовиться к устному ответу на контрольные вопросы.
Исходные данные к задачам по варианту соответствующему первой букве фамилии:
Первая буква фами-лии | Задача 1 | Зад2 | Задача 3 | Зад4 | Задача5 | Задача6 | Зад 7 | ||||
А т. св/сут | Кисп | Zрм дет. | Nф т. св/сут | Nпл т. св/сут | n шт | tф дн | tпл дн | A т. св/сут | Aф т. св/сут | A т. св/сут | |
А Н Э Б О Ю Е Т Ш Ё У Щ | 3000 3500 4000 4500 5000 5500 6000 4300 4800 5200 5000 | 0,93 0,95 0,96 0,97 0,98 0,93 0,94 0,95 0,96 0,97 0,98 | 22 23 24 20 25 26 21 27 28 29 22 | 45,2 45,5 45,8 50,7 53,6 55,4 56,7 58,3 60,4 63,7 64,7 | 45,7 46,1 46,1 51,3 54,0 55,9 57,2 58,8 61,0 64,1 65,2 | 8 9 10 11 12 13 14 15 16 17 18 | 97 100 103 105 106 108 106 104 95 94 92 | 100 103 105 106 109 110 108 105 100 96 95 | 3000 5000 3500 4000 4500 5500 6000 3500 3500 4000 4500 | 3900 4900 3450 3900 4300 5450 5900 3400 3400 3850 4400 | 3000 5000 3500 4000 4500 5500 6000 3500 3500 4000 4500 |
Ритм производственного потока
Чп = Тсм(мин) : А, мин/т
где Тсм - продолжительность смены в минутах,
Ао –
Ао = А х Кисп, т св/сут
где А – мощность завода, т св/сут
Кисп – коэффициент использования мощности
Ритм рабочего места
Чрм = Тсм(мин) : Zрм, мин/т
где Тсм – продолжительность смены в минутах,
Zрм – задание рабочему месту
Коэффициент загрузки рабочего места
Кзагр = Nфакт : Nплан(паспорт)
Где N – мощность
Длительность производственного цикла
Дц = (ТIст + ТIIст + ТIIIст) х n
где Т – продолжительность стадии, мин или ч
n – количество, шт.
Коэффициент загрузки оборудования
Кзагр = Тфакт : Тплан
где Т – время работы оборудования, дн.
Коэффициент интенсивности
Кинт = Афакт : Аплан
где А – мощность завода, т св/сут
Задание: Решить задачи.
Задача 1. Вычислить ритм производственного потока в смену для завода мощностью _____ т св/сут., Кисп. мощности составляет _____.
Задача 2. Определить ритм рабочему в смену, если производственное задание данному рабочему ____ детали.
Задача 3. Определить степень загрузки дисковых фильтров, если фактический выпуск сахара-песка составляет ____ т/сут., а плановое задание ____ т/сут.
Задача 4. Определить длительность производственного цикла обработки детали в механической мастерской сахарного завода, если известно, что деталь последовательно проходит 3 стадии обработки
Продолжительность I стадии – 0,64 часа
II стадии – 0,37 часа
III стадии – 0,44 часа
Детали обрабатывают партиями по ___ штук.
Задача 5. Оборудование сахарного завода работало в отчетном году ____ дней, вместо запланированных ____ дней. Определить коэффициент загрузки оборудования.
Задача 6. Мощность с/завода равна ____ т св/сут., фактически завод переработал ____ т. Определить коэффициент интенсивности.
Задача 7. Определить количество центрифуг, если производительность центрифуг 350 т, а суточная мощность завода равна ____ т св/сут.
Контрольные вопросы
1. Что называют производственным процессом?
2. Назовите основные формы организации производства.
3. Что называют производственным циклом?
4. Как определяется длительность производственного цикла?
Рекомендуемая литература
Ефименко отрасли - М.: Вузовский учебник, 2009- 359 с. Экономика предприятия (фирмы): Практикум/ Под ред. проф. . – М., 2007.Практическое занятие № 4

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
