

Отчет представляется каждым студентом письменно и должен содержать:
1. название лабораторной работы.
2. цель работы.
3. расчеты чисел оборотов шпинделя и передаточных отношений регулируемых звеньев.
4. заключение по результатам работы.
Лабораторная работа 2.
ИЗУЧЕНИЕ И НАСТРОЙКА ФРЕЗЕРНОГО CТАНKA МОД. 6Н81
И УНИВЕРСАЛЬНОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ УДГ-Д160
КРАТКАЯ ХАРАКТЕРИСТИКА СТАНКА МОД. 6Н81
Универсальный фрезерный станок модели 6H81[1] предназначен для фрезерования заготовок из черных и цветных металлов. Обработка на станках может производиться цилиндрическими, торцевыми, дисковыми, концевыми, угловыми и специальными фрезами.
При наличии делительной головки наряду с другими работами может производиться фрезерование зубчатых колес со спиральным зубом, а также спиральных канавок в сверлах, развертках и т. п. изделиях.
Основные паспортные данные:
1) расстояние от оси шпинделя до стола, мм:
– наименьшее......................................................................................... 30
– наибольшее....................................................................................
2) наибольшее расстояние от торца шпинделя
до подшипника поддержки, мм .................................................................
3) расстояние от оси шпинделя до хобота, мм ........................................
4) размер рабочей площади стола, мм
– длина.............................................................................................
– ширина............................................................................................
5) наибольший угол поворота стола........................................................ ![]() 45°
45°
6) мощность электродвигателя шпинделя, кВт........................................... 4,5
7) мощность электродвигателя подачи, кВт................................................ 1,7
8) число оборотов шпинделя, об/мин................................................
9) скорость подач, м/мин:
– продольных..............................................................................
– поперечных..............................................................................
– вертикальных...........................................................................
ОБЩАЯ КОМПОНОВКА СТАНКА
Станок (рис. 3.) состоит из следующих узлов: основания 1, станины 2, консоли 3, стола 4, хобота 5, серьги 6, механизма реверса 7, коробки скоростей 8, коробки подач 9, механизма перебора скорости шпинделя 10, электрооборудования 11.
Кинематическая схема станка (рис. 4) состоит из двyx автономных схем: механизма главного движения и механизма подач или вспомогательного движения с раздельными приводами.
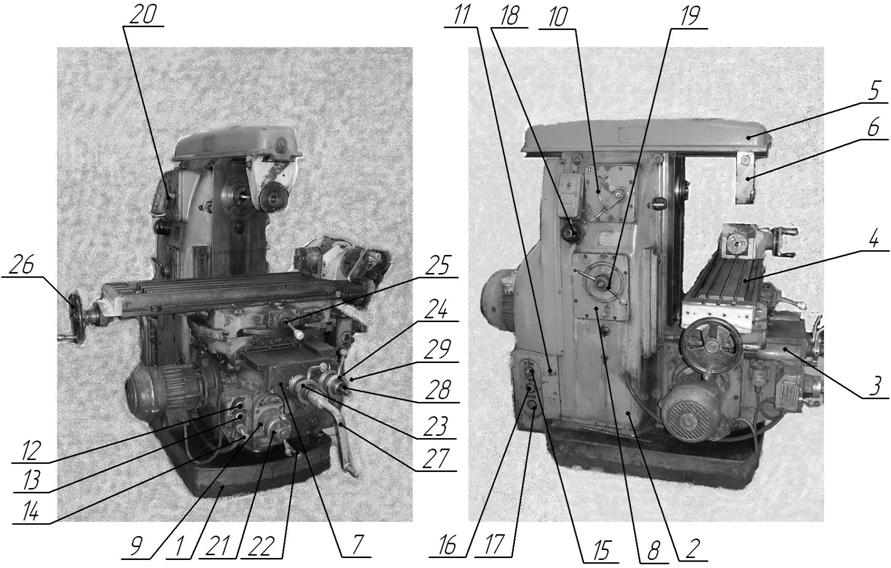
Рис. 3. Общий вид и органы управления станка 6Н81
Таблица 3
Спецификация органов управления (рис. 3)
|
№ : |
Наименование органов управления |
|
12 |
Кнопка "Пуск" электродвигателя шпинделя |
|
13 |
Кнопка "Пуск" электродвигателя подачи |
|
14 |
Рычажок остановки станка (выключение электродвигателей шпинделя и подачи) |
|
15 |
Вводный выключатель |
|
16 |
Выключатель электронасоса |
|
17 |
Реверсивный переключатель электродвигателя шпинделя |
|
18 |
Кнопка кратковременного включения электродвигателя шпинделя («Толчок») |
|
19 |
Рукоятка переключения скоростей шпинделя |
|
20 |
Рукоятка переключения перебора шпинделя |
|
21 |
Рукоятка переключения подач стола |
|
22 |
Рукоятка переключения перебора механизма подачи |
|
23 |
Рукоятка включения вертикальной механической подачи |
|
24 |
Рукоятка включения поперечной механической подачи |
|
25 |
Рукоятка включения продольной механической подачи |
|
26 |
Маховичок продольной подачи стола вручную |
|
27 |
Рукоятка вертикальной подачи стола вручную |
|
28 |
Маховичок поперечной подачи стола вручную |
|
29 |
Рукоятка включения ускоренной подачи |
Механизм главного движения служит для вращения инструмента. Движение передается от электродвигателя через соединительную муфту на I вал. С вала I через шестерни 22/44 движение поступает на вал, на котором находятся эксцентрик привода масляного насоса. С вала I движение передается на вал II через зубчатую пару 24/38 или 38/24. С вала II на вал III возможны четыре варианта передаточных отношений 24/38, 28/34, 31/31 или 34/28. С вала III движение передается на вал шкива. Коробка скоростей обеспечивает восемь скоростей вращения выходного вала. С вала шкива ременной передачей движение передается на блок-шкив (D=140). Движение на шпиндель может передаваться через зубчатую муфту или через вал IV перебора 30/64 к 25/69.
Механизм вспомогательного движения или механизм подач служит для механической подачи при вертикальном, поперечном и продольном перемещении стола. Движение от электродвигателя через соединительную муфту передается на вал V и затем на вал VI через зубчатые колеса 34/28 или 20/42. С вала VI на вал VII возможны четыре варианта передачи вращения 31/31, 24/38, 34/28 или 28/34. С вала VII движение передается на вал VIII через шестерни 18/37, затем на вал IХ через зубчатые пары 15/37 или 37/15, далее на вал Х через червячную передачу 3/30. Червячная шестерня (z = 30) соединена с валом Х через обгонную муфту Г. С вала Х на вал ХI движение передается через шестерни 22/42 и на вал ХII через зубчатую пару 42/42. На валу ХII стоит зубчатая перегрузочная муфта, соединяющая вал с шестерней (z = 42). Конструкцию коробки подач иллюстрирует рис. 5.
С вала XII движение передается на полумуфты реверса вертикальной и поперечной подач непосредственно на валы XIV и XV через передачу 42/42 или через промежуточный вал ХIII (42/30, 30/42). Далее вертикальная подача осуществляется за счет ходового винта XVI, соединенного конической передачей 24/12 с валом реверса XV. Поперечная подача осуществляется с помощью ходового винта ХIV, на котором установлена муфта реверса. Конструкцию механизма реверса вертикальной и поперечной подач иллюстрирует рис. 6.
Движение на продольное перемещение стола снимается с шестерни полумуфты вертикальной подачи через шестерни 42/30 и 35/27, далее на вал шестерню ХVIII (z = 19), затем на вал XIX с зубчатым колесом z = 19. Далее на вал реверса XX движение передается коническими шестернями 14/28. На валу ХХ установлена центральная шестерня реверса z = 19, которая соединена с шестернями полумуфт (z =19), установленными на ходовом винте ХХI продольного перемещения стола.
Ускоренная подача осуществляется посредством включения фрикционной муфты Д вала Х, которая соединяет этот вал с электродвигателем, минуя коробку подач, через вал V и постоянно соединенный с валом V блок-шестерен, находящийся на валу Х. Коробка подач отключается за счет муфты обгона Г.
Вал ХХII с сидящим на нем эксцентриком служит для приведения в действие насоса смазки. Вал ХXII постоянно соединен с блоком шестерен вала Х через зубчатую пару 42/43.
Для обеспечения точности перемещения стола в продольном направлении важно, чтобы зазор в передаче винт – гайка привода стола был минимальным. Для его регулировки в конструкцию станка введен механизм выборки люфта (рис. 7). Основу механизма составляют две полугайки (Z92 и Z93) установленные в общем корпусе 4. На полугайках нарезаны зубчатые венцы, которые находятся в зацеплении с зубьями реек 3 и 8. Сами рейки связаны между собой через шестерню Z94 таким образом, что при смещении одной из реек в осевом направлении вторая также перемещается в противоположном направлении. При этом находящиеся с рейками в зацеплении полугайки разворачиваются относительно друг друга в корпусе механизма, обеспечивая тем самым прижим профиля витков резьбы к противоположным сторонам резьбы ходового винта 5. Фиксация реек в осевом направлении осуществляется винтами 1 и 10.
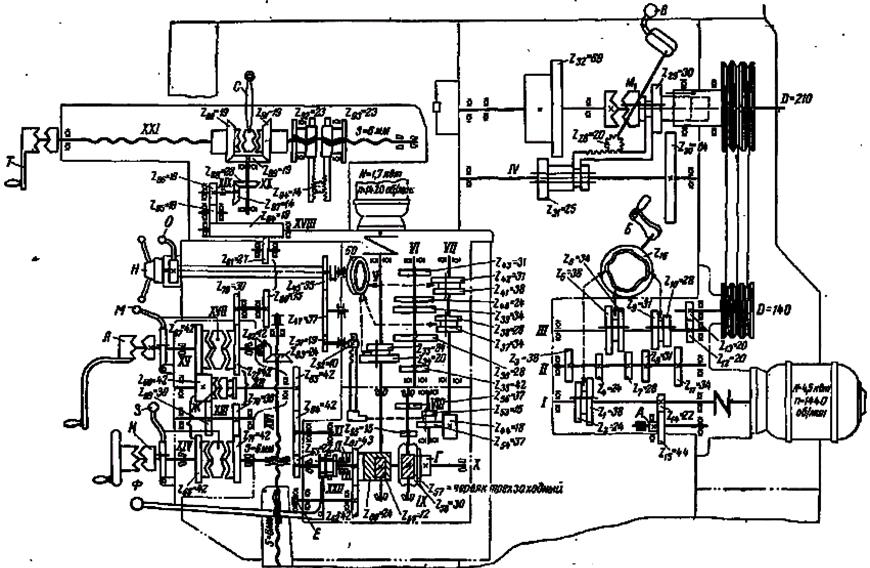
Рис. 4. Кинематическая схема станка модели 6Н81
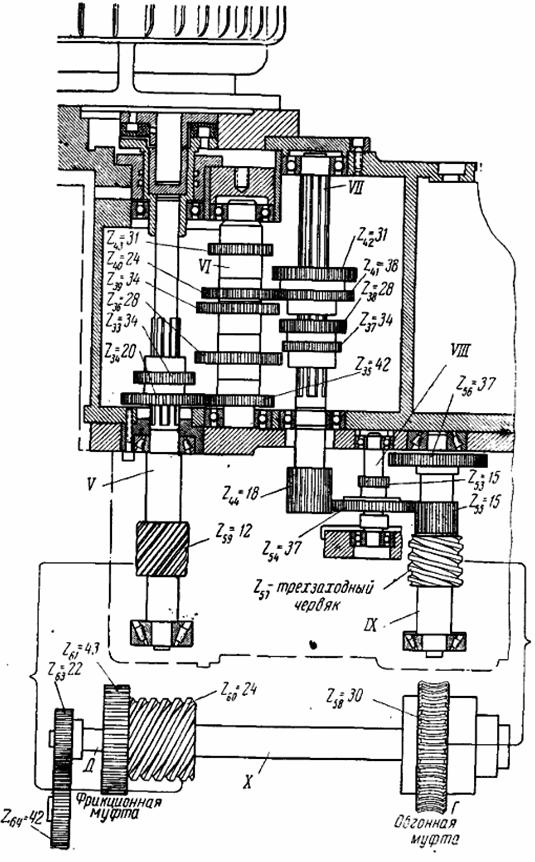
Рис. 5. Конструкция привода подач станка 6Н81
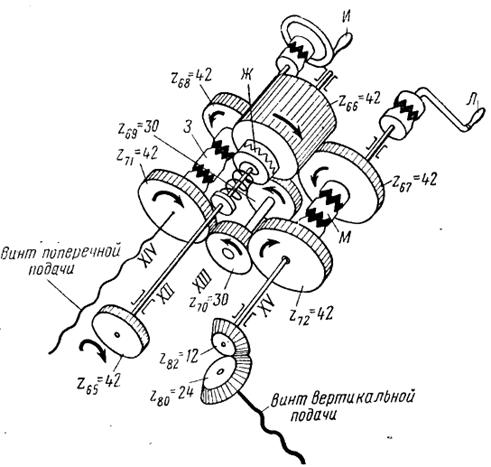
Рис. 6. Кинематическая схема коробки реверса подачи станка модели 6Н81
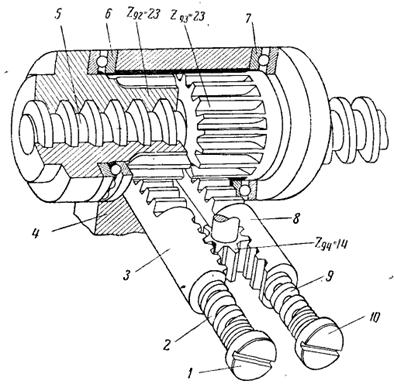
Рис. 7 Механизм выборки люфта в передаче винт-гайка привода стола
КРАТКАЯ ХАРАКТЕРИСТИКА ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
УДГ Д-16О
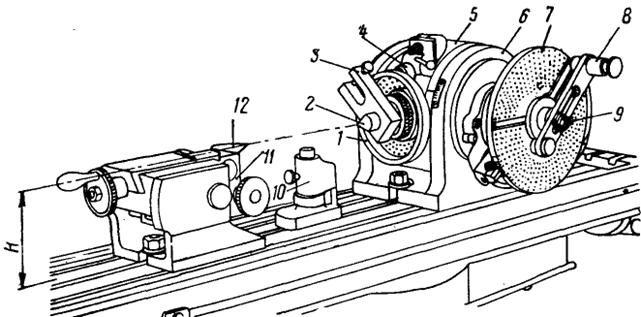
Рис. 8 Универсальная делительная головка:
1 – лобовой делительный диск, 2 – передний центр, 3 – поводок, 4 – фиксатор,
5 – поворотная колодка, 6 – корпус головки, 7 – боковой делительный диск, 8 – рукоятка делительной головки, 9 – гайка для закрепления рукоятки, 10 – домкратик,
11 – задний центр, 12 – колодка задней бабки
Универсальная делительная головка (рис. 8) предназначена для поворота детали на заданную величину при фрезеровании, зубофрезеровании, сверлении, расточке и других операциях [2].
Основные паспортные данные:
1. наибольший диаметр обрабатываемой детали, мм.............................
2. угол поворота шпинделя в вертикальной плоскости:
– вниз от линии центров, град ........................................................... 5
– вверх от линии центров, град....................................................... 95
3. число отверстий делительного диска:
– на одной стороне....................................... 16, 19 ,23, 30, 33, 39, 49
– на другой стороне...................................... 17, 21, 29, 31, 37, 41, 54
4. число отверстий лимба непосредственного деления............................... 24
5. габариты (длина-ширина-высота), мм..................................x156x180
6. число зубьев сменных шестерен комплекта............. 30, 40, 50, 60, 90, 100
7. масса, кг.................................................................................................... 35,5
Механизм делительной головки (рис. 9, 10) состоит из следующих частей: шпинделя 2, лобового делительного диска с фиксатором 4 (рис. 8), червячной зубчатой пары (i = 1/40), конической зубчатой пары, делительного диска со стопором (защелкой), рукоятки привода
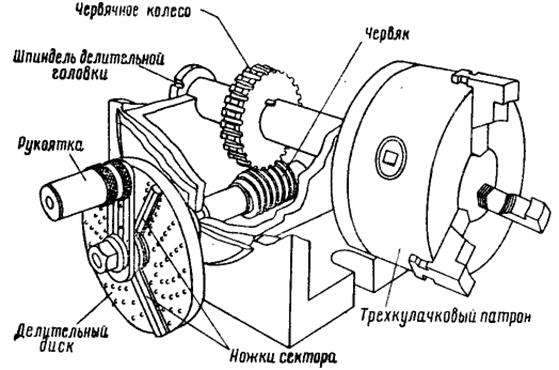
Рис. 9. Наладка универсальной делительной головки на простое деление
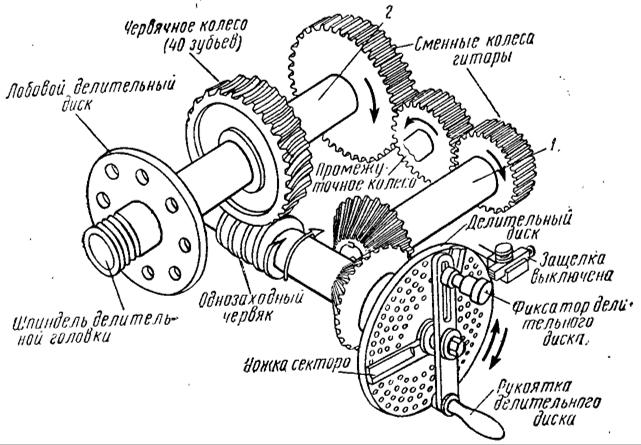
Рис. 10. Наладка универсальной делительной головки на дифференциальное деление
червяка с фиксатором для соединения червячного вала с делительным диском, гитары сменных колес.
Гитара сменных колес применяется при дифференциальном делении (рис. 10) для вспомогательного вращения делительного диска, а также при нарезании винтовых канавок (рис. 11) для передачи движения с ходового винта стола фрезерного станка на делительную головку. Фиксатор 4
(рис. 8) служит для фиксации шпинделя при непосредственном делении, в прочих случаях он отключен. Защелка при дифференциальном делении и нарезании винтовых канавок отключается.
НАСТРОЙКА ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Непосредственное деление применяют для деления окружности на 2, 3, 4, 8, 12 и 24 части, когда не требуется большой точности. Данное деление осуществляют путем отсчета промежутков между отверстиями на лимбе 1 (рис. 8), предварительно выведя червяк из зацепления с шестерней. На лимбе имеются 24 отверстия.
Простое деление производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Формула величины поворота рукоятки
![]() ,
,
где Z – число, на которое делят деталь при обработке.
Обязательным условием простого деления является кратность числа Z числу отверстий на делительном диске. Величина n отсчитывается на делительном диске. Для облегчения этой работы используют раздвижной сектор.
Дифференциальное деление (рис. 6) проводят на фиктивное число Z![]() , удовлетворяющее простому делению и близкое к заданному Z. Число оборотов рукоятки относительно делительного диска
, удовлетворяющее простому делению и близкое к заданному Z. Число оборотов рукоятки относительно делительного диска
 ,
,
где N – характеристика делительной головки, равна передаточному числу делительной головки. Для универсальной делительной головки УДГ Д-160 N=40, отсюда
 .
.
Ошибка применения фиктивного числа компенсируется дополнительным поворотом делительного диска. Эта величина равна
 .
.
При повороте шпинделя на 1/z оборота через сменные шестерни делительному диску передается следующее число оборотов:
где a, b, c, d – число зубьев сменных шестерен;
![]() z – передаточное отношение пары конических колес.
z – передаточное отношение пары конических колес.
Тогда передаточное отношение гитары сменных колес равно
 .
.
При ![]() >z, i положительно и направление вращения рукоятки и делительного диска совпадает.
>z, i положительно и направление вращения рукоятки и делительного диска совпадает.
При ![]() <z направление вращения рукоятки и делительного диска не совпадает.
<z направление вращения рукоятки и делительного диска не совпадает.
Фрезерование винтовых канавок 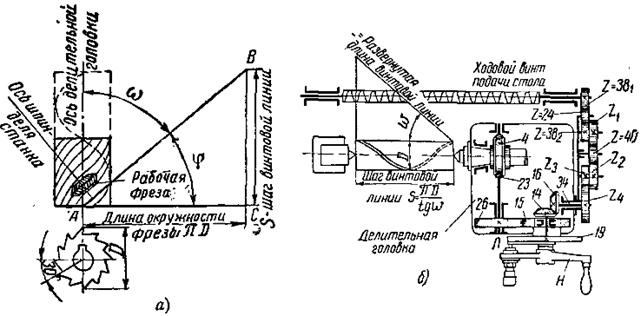
Рис. 11. Кинематическая схема настройки делительной головки на фрезерование винтовых канавок
При фрезеровании винтовых канавок заготовке придается осевое перемещение и вращение относительно оси. Осевое перемещение заготовки осуществляется за счет продольного перемещения стола.
Вращение заготовки передается от ходового винта стола через шпиндель. Для синхронизации перемещения стола и вращения заготовки используют гитару сменных зубчатых колес. Уравнение баланса кинематической цепи будет иметь вид
 ,
,
где i1 , i2 – передаточные отношения конической и цилиндрической зубчатых пар делительной головки;
tхв – винтовой шаг ходового винта, мм;
Т – шаг фрезеруемой канавки, мм.
Отсюда передаточное отношение гитары сменных колес
 .
.
Для правильности винтовой канавки стол станка с делительной головкой необходимо повернуть так, чтобы плоскость вращения фрезы совпадала с направлением канавки.
Угол поворота стола определяется следующим образом:

где D – диаметр обрабатываемой детали, мм.
Зависимость между углом поворота стола и углом подъема винтовой канавки:
![]() .
.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с исходными данными (табл. 5) и техникой безопасности работы на станке.
2. Изучить конструкцию и кинематику фрезерного станка и делительной головки.
3. Произвести расчет наладки станка на фрезерование винтовой канавки.
4. Рассчитать число оборотов шпинделя станка и оценить точность настройки. Рассчитать шестерни и угол поворота стола.
5. Информировать преподавателя о завершении подготовки к работе.
6. Установить на стол станка делительную головку, установить и закрепить заготовку и инструмент.
7. Произвести настройку станка согласно расчетным данным.
8. После проверки преподавателя приступить к фрезерованию.
9. Подготовить и сдать отчет.
ОФОРМЛЕНИЕ ОТЧЕТА
Отчет представляется каждым студентом в письменном видe и должен содержать следующие части:
1. фамилию, имя, отчество и номер группы студента;
2. название лабораторной работы;
3. цель работы;
4. расчеты чисел оборотов шпинделя и сменных зубчатых колес делительной головки;
5. кинематическую схему настройки головки с указанием чисел зубьев рассчитанных зубчатых колес;
6. выводы по работе.
Таблица 5
Исходные данные
|
№ |
Число деления |
Шаг спирали, мм |
Диаметр заготовки, мм |
Скорость резания, м/мин |
Подача фрезы, мм/мин |
Диаметр фрезы, мм |
|
1 |
43 |
30 |
14 |
32 |
28 |
55 |
|
2 |
43 |
30 |
14 |
32 |
48 |
55 |
|
3 |
107 |
36 |
15 |
30 |
20 |
63 |
|
4 |
107 |
36 |
15 |
42 |
49 |
70 |
|
5 |
51 |
38 |
16 |
36 |
70 |
80 |
|
6 |
51 |
38 |
16 |
48 |
70 |
90 |
|
7 |
109 |
40 |
18 |
28 |
100 |
100 |
|
8 |
109 |
40 |
18 |
60 |
100 |
110 |
|
9 |
47 |
52 |
20 |
54 |
110 |
125 |
|
10 |
47 |
52 |
20 |
70 |
110 |
50 |
|
11 |
139 |
64 |
22 |
46 |
64 |
60 |
|
12 |
139 |
64 |
22 |
56 |
64 |
70 |
|
13 |
53 |
80 |
22 |
62 |
108 |
80 |
|
14 |
111 |
80 |
25 |
72 |
120 |
90 |
|
15 |
111 |
80 |
25 |
40 |
120 |
100 |
|
16 |
57 |
86 |
28 |
26 |
58 |
I20 |
|
17 |
57 |
86 |
28 |
66 |
58 |
110 |
|
18 |
147 |
93 |
32 |
60 |
130 |
70 |
|
19 |
147 |
93 |
32 |
34 |
130 |
80 |
|
20 |
59 |
105 |
41 |
52 |
200 |
90 |
|
21 |
59 |
105 |
41 |
22 |
200 |
100 |
|
22 |
158 |
124 |
52 |
74 |
84 |
110 |
|
23 |
158 |
124 |
52 |
80 |
84 |
125 |
|
24 |
61 |
136 |
69 |
41 |
62 |
50 |
|
25 |
61 |
136 |
69 |
82 |
62 |
60 |
|
26 |
151 |
143 |
77 |
68 |
42 |
70 |
|
27 |
151 |
143 |
77 |
86 |
42 |
80 |
|
28 |
63 |
177 |
80 |
50 |
33 |
90 |
|
29 |
63 |
167 |
80 |
42 |
56 |
100 |
|
30 |
161 |
181 |
92 |
28 |
144 |
120 |
|
31 |
161 |
181 |
92 |
90 |
144 |
110 |
Литература
1. Горизонтально-фрезерный станок модель 6В81Г. Универсально-фрезерный станок модель 6H81. Вертикально-фрезерный ставок модель 6Н11. Руководство к станкам. Дмитров: «Советская Россия», 1957.
2. Универсальные делительные головки. Техническое описание. Инструкция по эксплуатации. Ленинград: «Машиностроение», 1976.
ИЗУЧЕНИЕ И НАСТРОЙКА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Методические указания к практическим работам 1, 2
по курсу «Металлорежущие станки»
Составил:
Рецензент:
Редактор:
Подписано в печать Формат 60´84 1/16
Бум. офсет. Усл.-печ. л. Уч.-изд. л.
Тираж 100 экз. Заказ Бесплатно
Саратовский государственный технический университет
410054 7
Отпечатано в РИЦ СГТУ, 410054 7

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
