


Случай 2-й (рис.7,б). Если соблюдается условие FA<FB<FN, то минимум функции находится вне пределов интервала (a, n). Для определения минимального значения отрезок 0,а делим пополам (точка С). Исключая из анализа ординату nN и определяя по методу агрегативного моделирования значение в точке С, анализируем значение функционала в точках C, A, B и, в зависимости от их величин, или повторяем процедуру или поступаем таким же образом, как рассмотрено в 1-м случае.
Следует рассмотреть два метода построения моделирующего алгоритма для обеспечения требуемого согласования.
1. Для определения оптимума продолжительности работы моделируется процесс, состоящий из одной операции. В процессе моделирования регистрируются моменты выдачи выходных сигналов, их интервалы, моменты сбоя, длительность ремонта, скорость вращения печи, температура выходящего клинкера, все признаки состояний и другие представляющие интерес параметры моделируемого процесса.
Для каждого шага моделирования регистрируются результаты промежуточных вычислений второй операции, и вновь повторяется моделирование процесса, представленного тремя, четырьмя и т. д. операциями.
2. Аналогичным образом производится моделирование технологического процесса, состоящего из одной, двух и т. д. операций, но при этом результаты промежуточных вычислений запоминаются не по шагам моделирования ∆t, а вычисляются каждый раз для всех операций, составляющих процесс.
Ниже рассмотрен алгоритм согласования процесса моделирования по последнему методу, называемому методом ∆t. Сущность метода состоит в следующем. С помощью программ ввода и формирования в ЭВМ вводятся данные (начальные условия) о состоянии системы в момент t=0.
Вариант блок-схемы моделирующего алгоритма, приведен на рис.8.
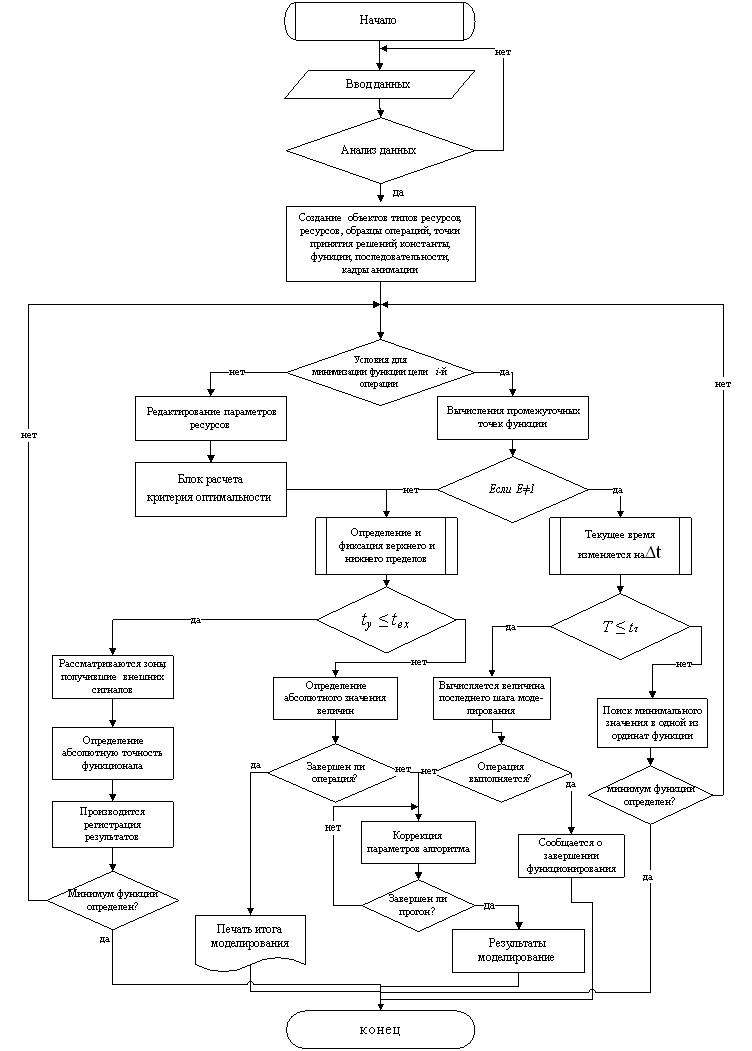
Рис.8 Схема моделирующего алгоритма
Затем текущее время изменяется на ∆t, то есть t1 = ∆t и, начиная с автономного плюса, производится пересчет изменения состояний системы за интервал ∆t. Зоны, не получившие к моменту ∆t внешних сигналов, будут изменять свои состояния в соответствии с оператором U. Для них производится проверка принадлежности состояний подмножеством Zу и наличия в интервале ∆t моментов выдачи выходных сигналов.
Если выходные сигналы Y соответствуют ty ≤ tex (за ∆t), то рассматриваются зоны, получившие эти сигналы в качестве внешних. Моделирование продолжается до тех пор, пока состояние системы не будет зафиксировано по всем зонам. Далее текущее время снова изменяется на ∆t и процедура формирования состояний и выходных сигналов повторяется.
Таким образом, для решения поставленной задачи с использованием имитационной модели необходимо выделить и описать состояния системы и правила (алгоритмы) их изменения. Результаты регистрируются в терминах выбранного средства моделирования (в частности, алгоритмического языка), и обеспечивается их использование и дальнейшая доработка.
События, которые начинают или завершают действие, не планируются разработчиком модели, а инициируются по условиям, определенным по соответствующим действиям. Условия начала или окончания действий проверяются (сканируются) после очередного продвижения имитационного времени: если заданные условия удовлетворяются, то происходит соответствующее действие. Для выполнения каждого действия модели сканирование условий должно производиться для всего их множества при каждом шаге «имитационного» времени.
Проведенные имитационные эксперименты показали, что смоделированная система практически полностью соответствует объекту исследования. Результаты проведенных имитационных экспериментов представлены в табл.1.
ПОКАЗАТЕЛЬ | РЕКОМЕНДУЕМЫЕ НОРМАТИВЫ | ПОКАЗАТЕЛИ МОДЕЛИРОВАНИЯ |
Производительность печи | 30 т/ч | 27.675447 29.80601323 |
Расход электроэнергии | 95-115 кВтч/т | 96.358091 116.000320775 |
Расход тепла на обжиг клинкера | 750—830 ккал/кг кл | 678.344219 755.21301627 |
Расход сырья на тонну клинкера | 0,88-0,92 | 0.87376 0.8920239247 |
Влажность шлама | W cн= 38 % | 31.0966 37.79769e+308 |
Скорость вращения печи N, об/мин | 1,5…4,5 | 0.5522369 1.072872e-005 |
Температура вторичного воздуха, оС | 600-800 оС | 578.870136 718.0757144 |
Температура выходящего клинкера | tкл = 60 - 120 °С | 62.152289 125.90023192 |
Температура обжига, єС | 1350- 1450 оС | 1362.23423 1425.43523 |
Температура материала во время обжига (все зоны) | От 60 – 1450 °С | 62.152289 1390.21830109 |
Температура газового потока на выходе из печи | 1000— 1100°С | 989.471487 1145.8480132 |
В заключении представлены основные результаты работы.
Приложение содержит документы об использовании результатов работы.
Основные выводы и результаты работы
Проведены исследования комплекса процессов протекающих в печи, а именно движения газов, горения топлива, теплообмена в пространстве печи и массе материала, химических воздействий, а также кинетики процессов перемещения потоков. Показано, что независимо от характера технологии, главным агрегатом для обжига цементного клинкера является вращающаяся печь. Химико-термическая обработка сырьевого материала производится последовательно, в процессе его перемещения по зонам печи. В качестве математической модели описывающей процессы, происходящие в печи, выбраны уравнения теплового баланса, что позволило определить основные параметры процесса обжига для дальнейшего моделирования. Обоснованы и разработаны алгоритмы расчета температуры газовой смеси, расчета температуры материала, моделирования теплового баланса печи, учитывающие характеристики и динамику изменения основных параметров процесса термической обработки. В качестве среды имитационного моделирования выбрана среда РДО, так как РДО позволят более глубоко и точно учитывать особенности динамики объекта автоматизации, проводить имитационный прогон технологического процесса и анимацию для наблюдения его хода в реальном времени, что немаловажно при решении задач оптимизации управления. Сформулированы технологические этапы имитационного моделирования, обоснованы основные параметры и ограничения, накладываемые на объект управления при моделировании. Разработан алгоритм имитационного моделирования процесса обжига цементного клинкера в среде РДО. Проведенные имитационные эксперименты показали, что смоделированная система практически полностью соответствует объекту исследования. Предложена методика выбора оптимального варианта маршрутной технологии. Разработанные в соответствии с этой методикой модель, алгоритм и программы, доведены до практической реализации. Имитационная модель обеспечивает получение оптимальных параметров системы в смысле предложенного критерия и требований. При этом достигаются рациональная загрузка сырья и наилучшее время технологического процесса обжига клинкера.ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИОННОЙ РАБОТЫ
Публикации в рецензируемых журналах из списка ВАК РФ
Оценка качества сортировки насыпных материалов на основе принципа классификации/ , Чжоу Шимо, // Ученые записки Орловского государственного университета. Серия: Естественные, технические и медицинские науки №3(41), 2011.-с.66-74. Имитационное моделирование технологических процессов термической обработки в среде RDO/ , , //Ученые записки Орловского государственного университета. Серия: Естественные, технические и медицинские науки №3(41), 2011.-с.47-56.Публикации в других изданиях
Анализ технологий термической обработки цементного клинкера /, , // Аналитико-имитационное моделирование и ситуационное управление в промышленности, строительстве и образовании: Сб. науч. тр. М., 2008, МАДИ (ГТУ). – с. 19-24. Проблемы автоматизации предприятия по производству цемента /, // Методы и модели прикладной информатики: Межвуз. сб. науч. тр.. 2009, М., 116-119. Создание моделей системной динамики в программе AnyLigic 6.4.1. /, , // Интеграционные решения в промышленности, науке и образовании. Сб. науч. тр. М., 2010, МАДИ (ГТУ).- с. 52-59. Моделирование процесса термической обработки цементного клинкера в среде РДО / , //Оптимизация решений в промышленности, строительстве и образовании: Сб. науч. тр. М., 2010, МАДИ (ГТУ). – с. 67-72.Редакция авторская
_________________________________________________
Подписано в печать 27.05.2011г. Формат 60х84/16
Печать офсетная Усл. печ. л. Уч. изд. л.
Тираж 100 экз. Заказ
Ротапринт МАДИ, 125319, Москва, Ленинградский пр., 64

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
