

Сварной шов в начале и конце, насыщен дефектами (в силу неустановившегося теплового режима сварки), поэтому начало и конец шва следует выводить на технологические планки (рис.4.4,а,б), после окончания сварки и остывания шва эти планки удаляются. В случае невозможности
вывести концевые участки шва на технологические планки расчетная длина шва будет меньше его фактической длины.
Гарантировать допустимые величину и число дефектов в сварном соединении на его участке затруднительно, поэтому необходим контроль качества соединения. Надежными методами контроля являются физические
методы (ультразвук, рентгеновское просвечивание, просвечивание гамма лучами). При невозможности (или затруднительности) использования физических методов контроля стык проектируют косым (ось шва наклонена к оси элемента под углом 600, что обеспечивает достаточную прочность соединения, рис.4.4,б).
С помощью угловых швов выполняются различные виды соединений в металлических конструкциях: тавровые, в угол, внахлест.
Соединения внахлестку выполняются угловыми швами; они могут быть как фланговыми, так и лобовыми.
В соответствии с характером передачи усилий фланговые швы работают одновременно на срез и изгиб. Разрушение шва начинается с конца и происходит как по металлу шва, так и по металлу границы сплавления, особенно если наплавленный металл прочнее основного.
Лобовые швы передают усилия достаточно равномерно по ширине элемента, но крайне неравномерно по толщине шва, вследствие резкого
искривления силового потока при переходе усилия с одного элемента на другой, особенно, напряжения велики в корне шва. Уменьшение
концентрации напряжения можно достичь плавным примыканием привариваемой детали, механической обработкой (сглаживанием) поверхности шва и конца, увеличением полости шва (например, шов с соотношениями катетов 1:1,5), применением вогнутого шва и увеличением глубины проплавления. Эти приемы желательно применять в конструкциях, работающих на переменные нагрузки и при низкой температуре.
Разрушение лобовых швов происходит так же как фланговых по одному из двух сечений (металлу шва или по металлу сплавления).
4.4. Расчет сварных соединений
При расчете сварных соединений необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции (табл. 4.2).
Расчет стыковых сварных соединений при действии осевой силы ![]() , проходящей через центр тяжести соединения, выполняют по формуле
, проходящей через центр тяжести соединения, выполняют по формуле
![]() . Отсюда
. Отсюда  (4.1)
(4.1)
где  - наименьшая из толщин соединяемых элементов;
- наименьшая из толщин соединяемых элементов; ![]() - расчетная длина шва, равная полной его длине, уменьшенной на
- расчетная длина шва, равная полной его длине, уменьшенной на ![]() , или полной его длине, если концы шва выведены за
, или полной его длине, если концы шва выведены за
пределы стыка (например, на технологические планки, см. рис.4.4,б); ![]() - расчетное сопротивление стыковых сварных соединений по пределу текучести (см. СНиП II-23-81*, прил.5);
- расчетное сопротивление стыковых сварных соединений по пределу текучести (см. СНиП II-23-81*, прил.5); ![]() - коэффициент условия работы.
- коэффициент условия работы.
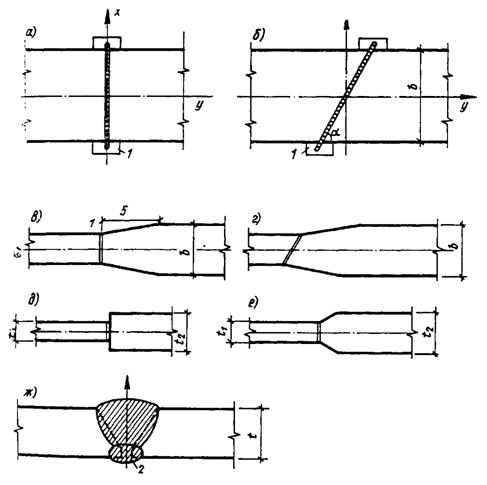 |
Рис. 4.4. Виды сварных стыковых соединений
а – прямой стык; б – косой стык; в, г – при разной ширине соединяемых элементов;
д, е – при разной толщине соединяемых элементов; ж – однослойный с подваркой корня; 1 – технологические планки; 2 – подварочный шов
При отсутствии физических методов контроля расчетное сопротивление металла сварного соединения по нормам составляет  .
.
Чтобы соединение было равнопрочным основному элементу, длина шва должна быть больше размера “b” (рис.4.5), поэтому в соединении применяют косой шов, который выполняют с наклоном реза ![]() при
при ![]() . Такой шов равнопрочен с основным металлом и не требует проверки прочности. При действии сдвигающей силы Q на стыковой шов, в шве возникают срезывающие напряжения
. Такой шов равнопрочен с основным металлом и не требует проверки прочности. При действии сдвигающей силы Q на стыковой шов, в шве возникают срезывающие напряжения ![]() .
.
Расчетное сопротивление при сдвиге соединения  , где
, где ![]() - расчетное сопротивление основного металла на сдвиг.
- расчетное сопротивление основного металла на сдвиг.
Если расчетное сопротивление металла шва в стыковомсоединении![]() меньше расчетного сопротивления основного металла, проверку выполняют по сечению металла шва.
меньше расчетного сопротивления основного металла, проверку выполняют по сечению металла шва.
Т а б л и ц а 4.2. Материалы для сварных соединений стальных конструкций
Сталь | Материал | Нормативное сопротивле- ние металла шва кН/см2 | Расчетное сопротивление металла угло- вых швов
| ||
Марка сварочной проволоки при сварке в углекислом газе или в его смеси с аргоном | Марка флюса при свар- ке под флюсом | Тип электрода при свар- ке по- крытыми электродами | |||
С235, С245, С255, С275, С285, Ст3кп, Ст3пс, Ст3сп, 20 | Св-08А Св-08ГА | АН-348А АН-60 | Э42*, Э42А Э46*, Э46А | 41 45 | 18 20 |
С345, С345Т, С375, С390, С390Т, С390К, С440, 09Г2С, 16Г2АФ | Св-08ГА* Св-10ГА* Св-08Г2С* Св-10Г2 Св-10НМА | АН-17-М АН-43 АН-47 АН-348-А* | -- Э50*, Э50А -- -- | 45 49 59 | 20 21,5 24 |
С345К | Св-08ХГ2СДЮ Св-08Х1ДЮ | АН-348-А | -- | 49 | 21,5 |
П р и м е ч а н и е: 1. Для проволок Св-08Г2С следует принимать  кН/см2 и
кН/см2 и ![]() кН/см2, кроме угловых швов с катетом
кН/см2, кроме угловых швов с катетом ![]() мм. 2. При соответствующем технико-экономическом обосновании для сварки конструкций допускается использовать материалы, не указанные в настоящей таблице. При этом свойства металла шва должны удовлетворять требованиям технических условий.
мм. 2. При соответствующем технико-экономическом обосновании для сварки конструкций допускается использовать материалы, не указанные в настоящей таблице. При этом свойства металла шва должны удовлетворять требованиям технических условий.
Использование данного материала уточнить по СНиП.
В отдельных случаях, например, при вибрационной нагрузке, рассчитывают и косые швы, разложив действующее усилие на перпендикулярное оси шва и действующее вдоль шва, находим (рис.4.5,б)
 - перпендикулярно шву,
- перпендикулярно шву,
![]() - вдоль шва,
- вдоль шва,
где ![]() - расчетная длина косого шва.
- расчетная длина косого шва.
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений ![]() и
и ![]() , действующих по взаимно
, действующих по взаимно
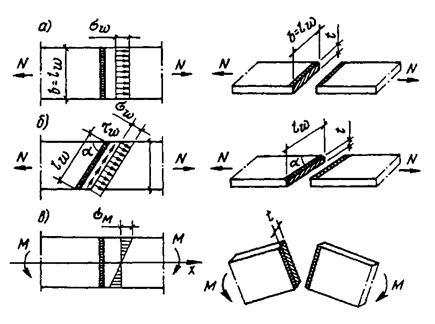 |
Рис. 4.5. К расчету стыковых швов![]()
а – на продольную силу; б – на продольную силу стыка с косым швом; в – на изгиб
перпендикулярным направлениям «Х» и «У» и касательных напряжений
следует проверять по формуле:
![]() (4.2)
(4.2)
Разрушение сварных соединений с угловыми лобовыми и фланговыми швами происходит как по металлу шва, так и по металлу границы сплавления (рис.4.6). В соответствии с этим расчет выполняют по одному из двух сечений: сечению 1 по металлу шва и сечению 2 – по металлу границы сплавления (рис.4.7), в зависимости от того какое сечение более опасно. Угловые швы всегда работают в условиях сложного напряженного состояния и срезывающее напряжение доминирует. Поэтому СНиП допускает производить расчет на срез, названный “условным” срезом.
Расчетная площадь сечения шва при разрушении по металлу шва равна ![]() , при разрушении по металлу границы сплавления Awz =
, при разрушении по металлу границы сплавления Awz = ![]() z kf lw
z kf lw
Расчетным является сечение по металлу границы сплавления. В этом случае расчетная длина шва  .
.
Если ![]() , то расчетным сечением является сечение по металлу
, то расчетным сечением является сечение по металлу
шва и напряжение ![]() . (4.3)
. (4.3)
Если ![]() , то проверка прочности соединения выполняется по металлу границы сплавления, тогда:
, то проверка прочности соединения выполняется по металлу границы сплавления, тогда:
![]()
![]() (4.4)
(4.4)
![]()
где ![]() - усилие проходящее через центр тяжести соединения;
- усилие проходящее через центр тяжести соединения; ![]() - расчетная длина шва в сварном соединении, равная суммарной длине всех его участков за вычетом 1 см;
- расчетная длина шва в сварном соединении, равная суммарной длине всех его участков за вычетом 1 см; ![]() и
и ![]() - коэффициенты, принимаемые по табл.4.3 и учитывающие проплавление металла при сварке. Физический смысл коэффициентов
- коэффициенты, принимаемые по табл.4.3 и учитывающие проплавление металла при сварке. Физический смысл коэффициентов ![]() и
и ![]() - отношение минимальных размеров в сечении шва к катету шва (см. рис.4.7). При ручной сварке, когда глубина проплавления невелика и заштрихованную площадь на рис.4.7,б можно считать равносторонним прямоугольником, а
- отношение минимальных размеров в сечении шва к катету шва (см. рис.4.7). При ручной сварке, когда глубина проплавления невелика и заштрихованную площадь на рис.4.7,б можно считать равносторонним прямоугольником, а  .
.
Из формулы (4.3) и (4.4) можно определить катет шва “![]() ”, который должен
”, который должен
быть не меньше величин, указанных в табл.4.4. СНиП. Однако, чем меньше
отношение катета шва (или толщина шва) к толщине свариваемого металла ![]() , тем более хрупким становится металл шва, что ведет к образованию
, тем более хрупким становится металл шва, что ведет к образованию
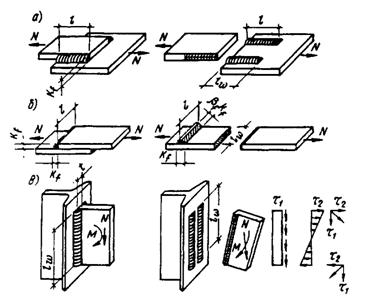 |
Рис 4.6. К расчету угловых швов
а - на разрушение соединений с фланговыми швами; б – с лобовыми швами; в – работающих на изгиб
трещин. Поэтому СНиП диктует, что катеты угловых швов ![]() должны быть не более
должны быть не более ![]() , где
, где ![]() - наименьшая толщина соединяемых элементов.
- наименьшая толщина соединяемых элементов.
Сварные соединения с угловыми швами при действии “![]() ” в плоскости, перпендикулярной плоскости расположения швов, рассчитывают на срез:
” в плоскости, перпендикулярной плоскости расположения швов, рассчитывают на срез:
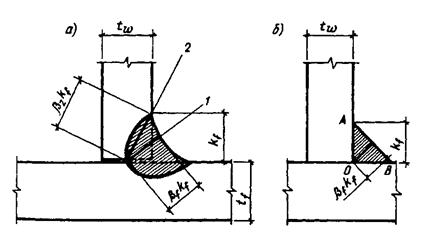 |
Рис. 4.7 Расчетные сечения шва
1 – по металлу шва;2 – по металлу границы сплавления
по металлу шва
![]() (4.5)
(4.5)
по металлу границы сплавления
![]() (4.6)
(4.6)
где ![]() и
и ![]() - моменты сопротивления расчетных сечений сварного соединения соответственно по металлу шва и металлу границы сплавления;
- моменты сопротивления расчетных сечений сварного соединения соответственно по металлу шва и металлу границы сплавления; ![]() и
и ![]() - коэффициенты условия работы шва,
- коэффициенты условия работы шва, ![]() и
и ![]() во всех случаях, кроме конструкций, возводимых в климатических районах, указанных в СНиП 2.01.07-85;
во всех случаях, кроме конструкций, возводимых в климатических районах, указанных в СНиП 2.01.07-85; ![]() и
и ![]() - расчетные сопротивления металла шва и металла границы сплавления (см. табл.4.2 и прил.2).
- расчетные сопротивления металла шва и металла границы сплавления (см. табл.4.2 и прил.2).
При действии момента в плоскости расположения швов их рассчитывают на срез по формулам:
по металлу шва  (4.7)
(4.7)
по металлу границы сплавления (4.8)
где x и y - коэффициенты точки А сварного соединения, наиболее удаленные от центра тяжести; ![]() и
и ![]() - моменты инерции расчетного сечения сварного соединения по металлу шва относительно его главных осей “x” и “y”;
- моменты инерции расчетного сечения сварного соединения по металлу шва относительно его главных осей “x” и “y”; ![]() и
и ![]() - то же, по металлу границы сплавления.
- то же, по металлу границы сплавления.
При расчете сварного соединения с угловыми швами на одновременное действие продольной силы, поперечной силы ![]() и момента
и момента ![]() должны выполняться условия
должны выполняться условия
 и
и  ;
;
где ![]() и
и ![]() - напряжения в точке расчетного сечения сварного соединения соответственно по металлу шва и металлу границы сплавления, определяемые по формуле:
- напряжения в точке расчетного сечения сварного соединения соответственно по металлу шва и металлу границы сплавления, определяемые по формуле:
![]() (4.9)
(4.9)
Т а б л и ц а 4.3. Коэффициенты проплавления в зависимости от вида сварки | |||||
Вид сварки и ди- аметр сварочной проволоки, мм | Положение шва | Коэффициент проплавления | Значения коэффициентов и при нормальных режимах сварки и катетов швов, мм | ||
3 – 8 | 9 – 12 | 14 – 16 | >16 | ||
Автоматическая, d = 3 - 5 | В лодочку |
| 1,1 | 0,7 | |
| 1,15 | 1,0 | |||
Нижнее |
| 1,1 | 0,9 | 0,7 | |
| 1,15 | 1,05 | 1,0 | ||
Автоматическая и полуавтоматическая, d =1,4 – 2 | В лодочку |
| 0,9 | 0,8 | 0,7 |
| 1,05 | 1,0 | |||
Нижнее Горизон- тальное Вертикаль-ное |
| 0,9 | 0,8 | 0 ,7 | |
1,05 | 1,0 | ||||
Ручная полуавтома- тическая проволо- кой сплошного се- чения, d < или порошковой проволокой | В лодочку Нижнее Горизон- тальное Вертикаль-ное Потолочное |
| 0,7 | ||
| 1,0 |
М е т а л л и ч е с к и е к о н с т р у к ц и и
Учебное пособие
для студентов специальности
(часть п)
РАЗДЕЛ 9. ФЕРМЫ
9.1 Классификация ферм и область их применения
Фермой называется система стержней соединенных между собой в узлах и образующих геометрически неизменяемую конструкцию. При узловой нагрузке жесткость узлов несущественно влияет на работу конструкции, и в большинстве случаев их можно рассматривать как шарнирные. В этом случае все стержни ферм испытывают только растягивающие или сжимающие осевые усилия.
Фермы экономичнее балок по расходу стали, но более трудоемки в изготовлении. Эффективность ферм по сравнению со сплошностенчатыми балками тем больше, чем больше пролет и меньше нагрузка.
Фермы бывают плоскими (все стержни лежат в одной плоскости) и пространственными.
Плоские фермы воспринимают нагрузку, приложенную только в их плоскости, и нуждаются в закреплении их связями. Пространственные фермы образуют жесткий пространственный брус, воспринимающий нагрузку в любом направлении (рис.9.1).
 |
Рис. 9.1. Плоская (а) и пространственная (б) фермы |
Основными элементами ферм являются пояса, образующие контур фермы, и решетка, состоящая из раскосов и стоек (рис. 9.2). Соединение элементов в узлах осуществляется путем непосредственного примыкания одних элементов к другим (рис 9.3,а) или с помощью узловых фасонок (рис. 9.3,б). Элементы ферм центрируются по осям центра тяжести для снижения узловых моментов и обеспечения работы стержней на осевые усилия.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
