

 |
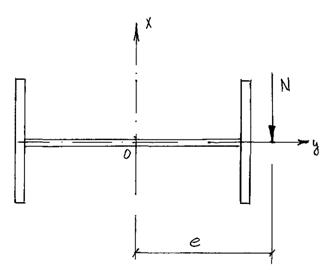
Рис.2.6. Наиболее рациональное положение двутаврового сечения при внецентренном сжатии стержней
2.9. Расчет элементов металлических конструкций при воздействии переменных нагрузок (проверка на усталость)
При действии переменных многократно повторяющихся нагрузок разрушение конструкции может произойти от усталости металла при напряжениях ниже предела текучести.
Разрушение происходит без заметных пластических деформаций, имеет хрупкий характер (см. выше). Это наблюдается в подкрановых балках, балках рабочих площадок при загружении их подвижным составом, элементы бункерных эстакад, башни и мачты, испытывающие многократные воздействие порывов ветра и т. п.
Поэтому расчет на усталость следует вести по первому предельному состоянию, т. е.
![]() (2.21)
(2.21)
при ограничении
![]() , при
, при ![]() , (2.22)
, (2.22)
где ![]() - условное расчетное сопротивление усталости, зависящее от типа стали и степени концентрации напряжений в проверяемой точке конструкции;
- условное расчетное сопротивление усталости, зависящее от типа стали и степени концентрации напряжений в проверяемой точке конструкции; ![]() - условный коэффициент усталости;
- условный коэффициент усталости; ![]() = 1,3 - коэффициент надежности по временному сопротивлению.
= 1,3 - коэффициент надежности по временному сопротивлению.
Максимальное нагружение здесь сравнивается с условным пределом усталости.

1. В чем заключается проектирование металлических конструкций? (стр.20).
2. Какова цель расчета металлических конструкций? (стр.20-22).
3. Этапы проектирования. (стр.20-21).
4. Что такое предельное состояние конструкции? (стр.21-22).
5. Первое и второе предельное состояние. (стр.22).
6. Расчетная формула для подбора сечения. (стр.21).
7. Физический смысл 1-ого предельного состояния. (стр.21).
8. Как классифицируют нагрузки? (стр.22).
9. Как различают нагрузки? (стр.22).
10. Как учитывают напряженное состояние при работе металлических конструкций? (стр.22).
11. Напряженное и деформированное состояние центрально нагруженных элементов. (стр.23-25).
12. Основы расчета изгибаемых элементов. (стр.25-29).
13. Основы расчета центрально сжатых стержней. (стр.29-31).
14. В чем заключается расчет стержней, работающих на сжатие или растяжение с изгибом? (стр.32).
15. Работа внецентренно сжатых стержней. (стр.32).
16. Как обеспечивается устойчивость металлических конструкций? (стр.32).
17. Как работают металлические конструкции при воздействии переменных нагрузок, расчет? (стр.33-34).
РАЗДЕЛ 3. Сортамент
3.1. Характеристика основных профилей сортамента
Первичным элементом стальных конструкций является прокатная сталь, которая выплавляется на металлургических заводах. Прокатная сталь, применяемая в стальных конструкциях, делится на две группы: сталь прокатная листовая (рис.3.1,а) - тонколистовая, толстолистовая, широкополосная, универсальная и просечно-вытяжная; сталь профильная (рис.3.1,б) – уголки, швеллеры, двутавры, тавры, трубы и т. п. Наличие сортаментов готовых прокатных профилей на заводах обеспечивает индустриальное изготовление конструкций.
Перечень прокатных профилей с указанием формы, геометрических характеристик, веса единицы длины, допусков и условий поставки называется сортаментом.
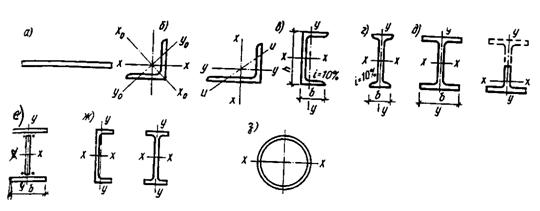 |
Рис.3.1.Основные виды профилей
Поставляется прокат (листовой, фасонный) партиями. Партия состоит из проката одного размера, одной плавки-ковша и одного режима термообработки. При проверке качества металла от партии отбирают любые две пробы. Прокат поставляется как в горячекатаном, так и в термообработанном состоянии.
Разнообразие видов профилей, входящих в сортамент, частая градация размеров одного вида профиля обеспечивает экономическое проектирование конструкций при возможности создания разнообразных конструктивных форм.
Стоимость разных профилей различна. Наиболее дешевыми являются листовая сталь, прокатные двутавры и швеллеры, что стимулирует их широкое применение. Применение при проектировании большого разнообразия профилей увеличивает объем работы на заводах металлоконструкций по сортировке, складированию, транспортировке, правке профилей и т. п. С целью уменьшения объема работ при изготовлении конструкций введены сокращенные сортаменты, составленные для проектирования строительных конструкций из наиболее употребляемых и экономичных профилей.
Изготовленные на заводах металлические элементы конструкций (балки, колонны, фермы и т. п.) собираются на строительных площадках в конструктивные комплексы – сооружения.
Рассмотрение различных критериев эффективности профиля при работе на изгиб и сжатие показало, что решающую роль имеет “тонкостенность” профиля – отношение его высоты к его толщине ![]() , чем оно больше, тем профиль экономичнее. Для прокатных профилей технология прокатки ограничивает толщину стенки 4-6 мм, поэтому применение тонкостенных сварных балок для изгибаемых элементов, а также гнутосварочных коробчатых профилей для сжатых элементов более эффективны, чем применение прокатных профилей, так как толщина стенки в них не ограничена прокатом.
, чем оно больше, тем профиль экономичнее. Для прокатных профилей технология прокатки ограничивает толщину стенки 4-6 мм, поэтому применение тонкостенных сварных балок для изгибаемых элементов, а также гнутосварочных коробчатых профилей для сжатых элементов более эффективны, чем применение прокатных профилей, так как толщина стенки в них не ограничена прокатом.
3.2. Листовая сталь
Листовая сталь широко применяется в строительстве, поставляется в пакетах, рулонах и классифицируется следующим образом.
Сталь толстолистовая (ГОСТ 199Сортамент этой стали включает листы толщиной от 4 мм до 160 мм, шириной от 600 мм до 3800 мм. Наиболее ходовой является ширина до 2400 мм. Листовая горячекатаная сталь поставляется в листах длиной от 6-12 м и толщиной до 160 мм или в рулонах толщиной от 1,2 до 12 мм, шириной от 500…2200 мм. Листы толщиной от 6 до 12 мм имеют градацию по толщине через 1 мм, далее через 2; 3 и 5 мм. Толстолистовая сталь широко используется в листовых конструкциях, в элементах сплошных систем (балок, колонн, рамах и т. д.).
Сталь тонколистовая до 4 мм прокатывается холодным и горячим способами. Холоднокатаная сталь (ГОСТ ) значительно дороже горячекатаной (ГОСТ ).Тонкая листовая сталь применятся при изготовлении гнутых и штампованных тонкостенных профилей, для кровельных покрытий и т. п. Из холоднокатаной, оцинкованной, рулонированной стали изготавливают профилированные настилы.
Сталь широкополосная универсальная (ГОСТ 82-70) благодаря прокату между четырьмя валками имеет ровные края. Толщина стали от 6 до 60 мм, ширина от 200 до 1050 мм и длина от 5 до 12 м. Применение универсальной стали уменьшает трудоемкость изготовления конструкций, так как не требуется резка и выравнивание кромок строжкой.
Сталь рифленая (ГОСТ 8568-77) и просечно-вытяжная (ГОСТ 8706-58) применяется для ходовых площадок.
3.3. Уголковые профили
Уголковые профили прокатывают в виде равнополочных (ГОСТ 8509-86) и неравнополочных (ГОСТ 8510-86) уголков (см. рис. 3.1, б). Сортамент уголков весьма разнообразен: от очень малых профилей с площадью сечения 1-1,5 см² до мощных профилей с площадью сечения 140 см². Полки уголков имеют параллельные грани, что облегчает конструирование. Уголки широко используются в легких сквозных конструкциях. Рабочие стержни из уголков обычно компонуются в симметричные сечения из двух или четырех уголков (рис.3.2.). Более экономичны уголки с меньшими толщинами полок. Сжатые стержни сечения обладают большей устойчивостью, особенно составленные из тонких уголков. В стержнях с отверстиями для болтов ослабление сечения отверстиями тем меньше, чем тоньше полки.
3.4. Швеллеры
Геометрические характеристики сечения швеллеров (см. рис. 3.1,в,ж) определяются его номером, который соответствует высоте стенки швеллера
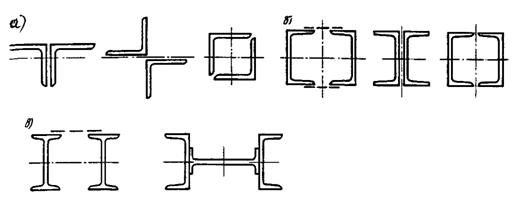 |
Рис.3.2.Компановка сечений стержней из прокатных профилей
(в см). Сортамент (ГОСТ 8240-89) включает швеллеры от № 5 до № 40 с уклоном внутренних граней полок (см. прил. 16, табл. 5). Однако, уклон внутренних граней полок затрудняет конструирование. В ГОСТ входят и
швеллеры с параллельными гранями полок, сечения которых имеют лучшие расчетные характеристики относительно осей x и y, так как упрощают болтовые крепления к полкам. Швеллеры применяются в мощных стержневых конструкциях (мостах, большепролетных фермах и т. п.), а также в колоннах, связях и кровельных прогонах.
Стержни из швеллеров, работающие на осевую силу, компонуются в жесткие относительно осей x и y симметричные сечения (рис. 3.2,б).
3.5. Двутавры
Двутавры – основной балочный профиль – имеют наибольшее разнообразие по типам (см. рис. 3.1,г-ж), которые соответствуют определенным областям применения.
Балки двутавровые обыкновенные (ГОСТ 8239-89) как и швеллеры, имеют уклон внутренних граней полок и обозначаются номером, соответствующим их высоте в см (рис.3.1, г). В сортамент входят профили от № 10 до № 60 (см. прил.1, табл.3). Стенки у крупных двутавров имеют минимальную толщину и по условиям устойчивости достигают 1/55 высоты двутавра. Чем тоньше стенка, тем выгоднее сечение балки при работе ее на изгиб. Однако по условиям технологии прокатки у большинства двутавров стенки получаются значительно толще, чем это требуется по условию их устойчивости. Благодаря сосредоточению материала в полках двутавры имеют большую жесткость относительно оси x, но небольшая ширина полок делает их малоустойчивыми относительно оси y. Двутавры применяются в изгибаемых элементах (балках), а также в ветвях решетчатых колонн и различных опор, где для их устойчивости применяются составные сечения (рис.3.2, в).
Балки двутавровые широкополочные (ГОСТ ) имеют параллельные грани полок (см. рис.3.1, д). Широкополочные двутавры прокатываются трех типов: нормальные двутавры (Б), широкополочные двутавры (Ш), колонные двутавры (К). Высота балочных профилей (Б) достигает 1000 мм, (Ш) – 700 и (К) – 400 мм при отношении ширины полок к высоте от ![]() (при малых высотах) до
(при малых высотах) до ![]() (при больших высотах). Колонные профили (К) имеют отношение ширины полок к высоте, близкое 1:1, что придает им устойчивость относительно оси y.
(при больших высотах). Колонные профили (К) имеют отношение ширины полок к высоте, близкое 1:1, что придает им устойчивость относительно оси y.
Конструктивные преимущества (параллельность граней полок и мощность сечений) позволяют применять широкополочные двутавры в виде самостоятельного элемента (балки, колонны, стержни тяжелых ферм), не требующего почти никакой обработки, что снижает трудоемкость изготовления конструкций в 2-3 раза.
Из широкополочных двутавров путем разрезки стенки в продольном направлении получают тавровые профили (БТ), (ШТ) и (КТ) (см. рис.3.1,д) удобные для применения в решетчатых конструкциях. По мере расширения производства широкополочных двутавров применение обыкновенных двутавров сокращается.
Развитие автоматической сварки создает благоприятные условия для производства сварных двутавров из универсальной стали по определенному сортаменту, что дает возможность пользоваться ими так же, как и прокатными (рис. 3.1,е).
3.6. Тонкостенные профили
Тонкостенные двутавры (ТУ ) и швеллеры (ТН ) (см. рис.3.1,ж) прокатываются на непрерывном стане с особо тонкими стенками и полками, что делает их экономичнее обычных прокатных профилей на 14-20%. Тонкостенные профили имеют высоту от 120 до 300 мм и полки с параллельными гранями. Применяются тонкостенные профили в балках площадок, фахверках, легких перекрытиях и покрытиях.
3.7. Трубы
Стальные трубы, применяемые в строительстве, бывают круглые – горячекатаные (ГОСТ 8732-78 с изм.) и электросварные (ГОСТ ) (см. рис.3.1,з). Трубчатые профили особенно экономичны при применении в сжатых элементах благодаря наибольшему значению радиуса инерции при заданной площади сечения.
Горячекатаные бесшовные трубы имеют диаметр от 25 до 550 мм с толщиной стенок от 2,5 до 75 мм. Эти трубы применяются главным образом в конструкциях радио и телевизионных опор.
Круглые электросварные трубы имеют диаметр от 8 до 1420 мм с толщиной стенок от 1 до 16 мм. Эти трубы применяются в трубопроводах, элементах радио и телевизионных опор и конструкциях покрытий, особенно в зданиях с агрессивной средой.
3.8. Холодногнутые профили
Гнутые профили изготовляются из листа, ленты или полосы толщиной от 1 до 8 мм и могут иметь самую разнообразную форму (рис. 3.3). Наиболее употребительны уголки равнополочные (ГОСТ ), неравнополочные (ГОСТ ), швеллеры (ГОСТ 8278-83), гнуто-сварные профили замкнутые квадратного (ТУ ) и прямоугольного (ТУ
с изм.) сечений и оцинкованные профилированные настилы (ГОСТ ). Основная область применения этих профилей – легкие конструкции покрытий зданий, где они, заменяя прокатные профили, могут дать экономию металла до 10%.
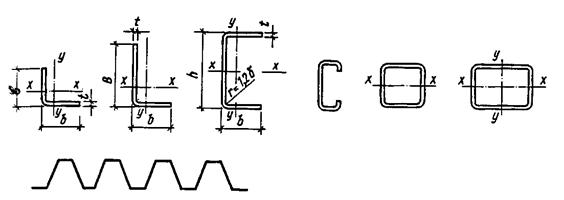 |
РисТипы гнутых профилей
3.9. Различные профили и изделия из металла, применяемые в строительстве
В сравнительно меньшем объеме применяются в металлических конструкциях профили других конфигураций и стальные материалы разного назначения (стальные канаты и высокопрочная проволока): двутавровые профили для подвесного транспорта (ГОСТ ), крановые рельсы (ГОСТ 4121-76 с изм.), канаты стальные спиральные (ГОСТ 3062-80; 3063-80; 3064-80), канаты двойной свивки (ГОСТ 3066-80; 3067-74 с изм.; 3068-74 с изм.; 3081-80; 7669-80 с изм.; ), пучки и пряди из канатной проволоки (ГОСТ 7372-79 с изм.), профили для оконных и фонарных переплетов (ГОСТ 7511-73), сталь листовая волнистая (ГОСТ 3685-71), сталь квадратная а = 5-100 мм (ГОСТ 2591-88), сталь круглая d = 6-200 мм (ГОСТ 2590-88), сталь полосовая b = 12-200 мм, t = 4-60 мм (ГОСТ 103-76), сталь рифленая (ГОСТ 8568-77), сталь просечно-вытяжная (ГОСТ 8706-58).
Кроме того, изготавливаются также трубы специального назначения из стали класса К 52 17Г1С-У:
для магистральных газонефтепроводов по ГОСТ , d = 720 и 820 мм;
для трубопроводов высокого давления по ТУ , d = 1000мм и 1220 мм;
для газонефтепроводов по ТУ 2, d = 1020 и 1120 мм и другие виды специальных профилей.
3.10. Профили из алюминиевых сплавов
Строительные профили из алюминиевых сплавов (рис.3.4), получают прокаткой, прессованием или литьем. Листы, ленты и плиты прокатываются в горячем или холодном состояниях. Листы прокатывают толщиной до 10,5 мм, шириной до 2000 мм и длиной до 7 м. Фасонные профили, в том числе и полые (трубчатые), изготовляют горячим прессованием на гидравлических прессах.
Продавливая слитки через матрицы различных типов, можно получить профили разнообразных поперечных сечений. Это существенное преимущество позволяет конструктору использовать наиболее эффективные формы сечений. Возможность получить профили более выгодных сечений в некоторой степени компенсирует меньшую устойчивость стержней из алюминиевых сплавов из-за их низкого модуля упругости материала. Однако габариты поперечного сечения профиля ограничиваются поперечными размерами матрицы и усилием, развиваемым прессом.
Наиболее распространенное на заводах оборудование требует, чтобы профили вписывались в круг диаметром 320 мм (в отдельных случаях 530 мм). На современном прессовом оборудовании можно изготовлять профили площадью сечения от 0,5 до 300 см². Гнутые профили изготовляют из листов и
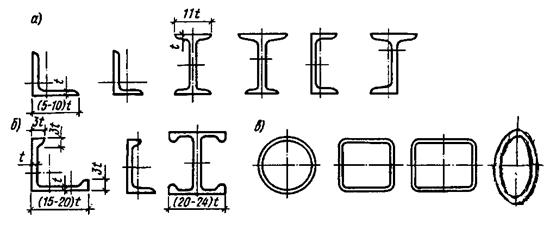 |
Рис.3.4. Типы профилей из алюминиевых сплавов без бульб (![]() ) и с бульбами (
) и с бульбами (![]() )
)
лент толщиной до 4 мм гнутьем их в холодном состоянии. Из-за низкого модуля упругости алюминиевых сплавов и соответственно ухудшения местной устойчивости ширина свободного свеса полос и высота стенок профилей по отношению к их толщинам принимаются более ограниченными, чем в стальных профилях. Для большего развития сечения и повышения устойчивости стержня профили изготовляются с бульбами на концах полок (рис. 3.4,б), которые позволяют доводить отношение ширины полки к ее толщине от 9,5 до 21 (см. гл. 2).
Круглые тянутые трубы поставляются с наружным диаметром до 150 мм при толщине стенки 1,5-6 мм. Кроме круглых труб поставляются квадратные, прямоугольные и каплевидные (рис.3.4,в).
Большое число разнообразных профилей применяется для ограждающих конструкций.
3.11. Правила использования профилей в строительных
конструкциях
1. При проектировании строительных стальных конструкций следует компоновать каждый элемент и весь объект в целом из минимально необходимого числа различных профилей.
2. Применяемые в одном отправочном элементе уголки, тавры, полосы одного номинального размера, но разной толщины должны иметь разность толщин одноименных профилей не менее 2 мм.
3. Не допускается применять в одном отправочном элементе одинаковые профилеразмеры из разных марок сталей.
4. Применение в одном объекте профилированных листов одной номинальной высоты, но разной толщины не допускается.
РАЗДЕЛ 4. СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения являются основным видом соединений в строительных конструкциях. При проектировании конструкций со сварными соединениями следует предусмотреть применение высокопроизводительных эффективных видов сварки, обеспечивающих повышение надежности сварных соединений и производительности труда.
Сваркой металлов называют технологической процесс образования неразъемного соединения деталей конструкции путем местного сплавления или совместного пластического деформирования в области соединения этих деталей, сопровождающегося диффузией атомов. В результате сварки возникает прочное сцепление, основанное на межатомном взаимодействии в примыкающих участках деталей.
Сварка позволяет получить простую конструктивную форму соединения, дает экономию металла по сравнению с другими видами соединений (например, болтовыми), позволяет применять высокопроизводительные механизированные способы изготовления. Сварные соединения обладают свойством газо - и водонепроницаемости, что важно для листовых конструкций, предназначенных для хранения газов или жидкостей (резервуары, газгольдеры, трубопроводы).
Однако при проектировании сварных конструкций следует помнить, что процесс сварки, являясь мощным энергетическим процессом, вносит изменения в свойства исходного металла. В сварном соединении образуются зоны с различным химическим составом металла, различной структуры, различными механическими свойствами. Возможные дефекты сварных соединений (поры, подрезы и др.) также создают неоднородность соединения.
Все эти обстоятельства учитываются при проектировании конструкций путем применения сварочных материалов в соответствии со свойствами основного материала и условиями работы (температура окружающей среды при изготовлении и эксплуатации, вид напряжения – статические нагрузки или циклические и т. п.), выбор режима сварки, а также назначения специальных коэффициентов сварного соединения.
4.1. Виды сварки, применяемые в строительстве
В настоящее время внедряются такие процессы, как электронно-лучевая, плазменная, лазерная и другие виды сварки. Пластичность используемых в строительстве материалов, размеры элементов конструкций и характер внешних воздействий на конструкции позволяют использовать в основном в строительстве электродуговую сварку, реже газовую и контактную.
Длинномерные швы в конструкциях (поясные швы балок, колонн и др.) выполняются в заводских условиях автоматической сваркой под флюсом. Флюс защищает изделие от вредного воздействия окружающей среды на металл соединения. При этом механизированы два рабочих движения: подача
электродной проволоки и относительное перемещение дуги и изделия. К недостаткам автоматической сварки можно отнести затруднительность выполнения швов в вертикальном и потолочном положении, что ограничивает ее применение на монтаже.
Короткие швы (приварка ребер, сварка узлов в решетчатых конструкциях) выполняют полуавтоматической сваркой. При этом автоматически подается сварочная электродная проволока, а передвижение дуги по изделию производится вручную. Полуавтоматическую сварку стальных конструкций чаще выполняют в среде защитного газа ![]() (углекислый газ). Реже применяют сварку порошковой проволокой.
(углекислый газ). Реже применяют сварку порошковой проволокой.
В ряде случаев используют ручную сварку качественными электродами, т. е. с качественным покрытием (толстым покрытием). При ручной дуговой сварке оба главных рабочих движения – подача электродной проволоки и передвижения дуги по изделию – выполняются вручную.
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом положении. К недостаткам ручной сварки относятся меньшая глубина проплавления основного металла, меньшая производительность процесса из-за относительно низкой величины применяемого сварного тока, а также меньшая стабильность ручного процесса по сравнению с автоматической сваркой под флюсом.
Электрошлаковая сварка - разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака, сварочная ванна защищена с боков медными формирующими шов ползунами, охлаждаемыми проточной водой. Качество шва получается очень высокое.
Ванная сварка – разновидность электрошлаковой, применяется в некоторых случаях при сварке арматуры большой толщины в железобетонных конструкциях.
4.2. Виды сварных швов и соединений
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварные швы классифицируются по конструктивному признаку, назначению, положению, протяженности и внешней форме.
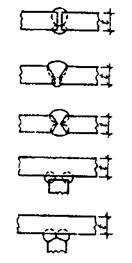
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые). Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но требуют дополнительной разделки кромок швы бывают V-, U-, X - и K-образные. Для V - и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных не проваров (рис.4.1), являющихся источником концентрации напряжений.
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (см. табл.4.1). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, медной подкладке или стальной остающейся подкладке.
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловыми швами, весьма часто применяемыми в конструкциях, являются поясные швы в балках и колоннах. Такими швами привариваются элементы конструктивного оформления (ребра, накладки), а также элементы в углах решетчатых конструкций и т. п. Угловые (валиковые) швы наваривают в угол,
образованный элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделий показана в табл. 4.1.
Угловые швы, расположенные параллельно действующему осевому усилию, называются фланговыми, а расположенные перпендикулярно – лобовыми.
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными (рис. 4.2.). Сварка нижних швов наиболее
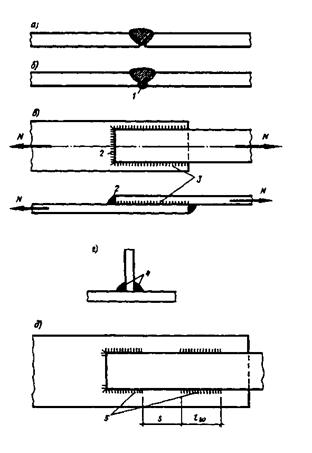 |
Рис. 4.1. Виды швов.
а – стыковой шов в однопроходном стыковом соединении; б –стыковой шов с подваркой корня в однопролетном стыковом соединении; в – фланговый и лобовой швы в нахлесточном соединении; г – угловые швы в тавровом соединении; д – прерывистые (шпоночные) швы в нахлесточном соединении; 1 – подварка корня шва; 2 – лобовой шов; 3 – фланговый шов; 4- угловые швы; 5 - прерывистые или шпоночные швы
удобна, легко поддается механизации, дает лучшее качество шва, поэтому при проектировании следует рассматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо
поддаются механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение их в конструкциях ограничено.
Различают следующие сварные соединения: стыковые, внахлестку, угловые и тавровые (рис.4.3).
Стыковыми называются соединения, в которых элементы соединяются торцами и один элемент является продолжением другого. Такие соединения наиболее рациональны, так как имеет наименьшую концентрацию напряжений при передаче усилий, экономичны и удобны для контроля.
 |
Стыковые соединения листового металла выполняют прямым или косым швом.
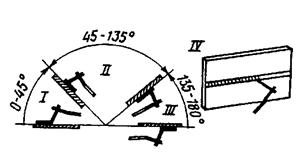
Рис. 4.2.Положение швов в пространстве
1 – нижнее; 11 – вертикальное; 111 – потолочное; 1У – горизонтальное на вертикальной поверхности
Соединения внахлестку называют такие, в которых свариваемые элементы, частично находят друг на друга (рис.4.3,б). Эти соединения широко применяют для сварки листовых конструкций небольшой толщины (2-5 мм), в решетчатых и других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками с целью усиления стыков.
Соединения внахлестку с накладками просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а так же при низкой температуре.
Угловыми называются соединения, в которых свариваемые элементы расположены под углом (рис.4.3,г).
Тавровые соединения отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис.4.3,д).
Во всех видах сварных соединений применяются угловые швы (валиковые). Только стыковые соединения выполняются с помощью стыковых швов.
Работоспособность сварного соединения зависит от его качества, т. е. минимального числа дефектов. Наиболее часто встречающимися дефектами
сварного соединения являются:
а) подрезы, представляющие собой углубления (канавки) в металле, идущими вдоль границы шва;
б) непровары - отсутствие оплавления между металлом шва и основным металлом. При этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые включения;
в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на поверхность шва до затвердения металла шва;
г) поры – области, заполненные газом, выделяющимся в процессе сварки;
Т а б л и ц а 4.1. Виды сварки в зависимости от толщины шва (двусторонняя
или с подваркой корня)
Соединение | Шов | Эскиз | Значение
| ||
автомати-ческой и полуавто- матической под флюсом | электроду-говой в за-щитных газах | ручной электроду- говой | |||
Стыковое Тавровое | Без разделки кромок V-образный Х-образный Без разделки со сплошным проплавлением |
| 2 – 2014 – 34 20 – 60 3 – 40 16 - 40 | 3 – 12 8 – 60 12 – 120 2 - 40 12 - 80 | 2 - 8 10 - 50 12 - 60 2 - 30 12 - 60 |
д) горячие трещины – разрушение металла шва при температурах близких
к температурам солидуса. Горячие трещины представляют собой
межкристаллитное или межзеренное разрушение. При попадании в трещину воздуха, поверхность ее покрывается темными оксидами коричнево-синеватого цвета. Горячие трещины появляются тогда, когда металл шва не набрал еще способности сопротивляться развитию деформаций.
е) холодные трещины наблюдаются после охлаждения сварного соединения. Характерной особенностью этих трещин является блестящий кристаллический излом без следов высокотемпературного окисления. Образованию холодных трещин способствует изменение структуры металла в результате сварки, насыщения металла шва водородом из атмосферы сварочной дуги, а в некоторых случаях, основного металла в результате процесса термодиффузии, а также наличие напряжений, включая сварочные напряжения. Сварочные напряжения приводят к образованию холодных
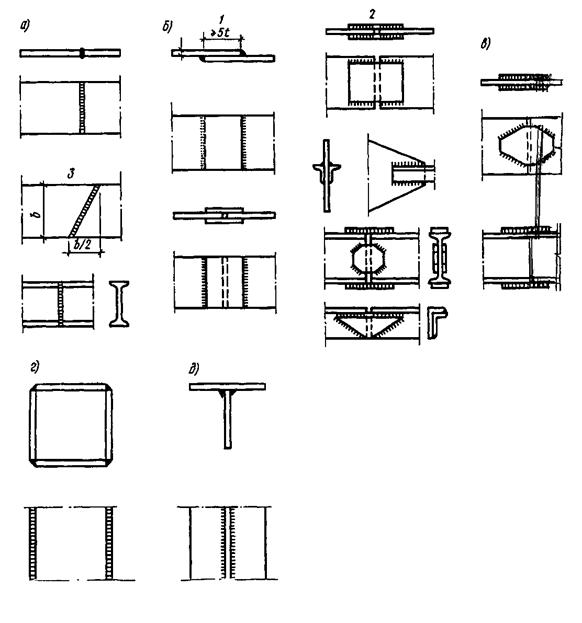 |
Рис. 4.3. Виды сварных соединений
а – стыковые; б – внахлестку; в – комбинированные; г –угловые; д – тавровые; 1 – лобовые; 2 – фланцевые швы; 3 – косой шов
трещин после сварки до нагружения конструкции эксплуатационными нагрузками и даже до монтажа.
Все дефекты снижают работоспособность конструкции, так как являются концентраторами напряжения, однако, при определенных размерах, форме, числе и расположении сварных швов в соединении работоспособность конструкции может быть обеспечена в соответствии с заданными условиями эксплуатации (вид нагружения – статическое или циклическое, температура эксплуатации и т. п.). Особо важную роль играют выбранные методы контроля качества сварных соединений и тщательность их выполнения.
При сварке конструкций наблюдаются как продольная (вдоль линии шва), так и поперечная (перпендикулярно шву) усадки, в результате чего форма конструкции искажается по отношению к исходному состоянию (или проектному). Это явление называется короблением.
Чтобы избежать коробления конструкции, при изготовлении применяют ряд мероприятий. Мероприятия могут быть предварительными, сопутствующими и последующими, т. е. проводятся после сварки.
К основным мероприятиям относятся следующие:
увеличение жесткости путем специальных закреплений свариваемых элементов (кондукторы, кассеты и т. п.);
создание деформаций обратного знака до сварки (обратный выгиб и т. п.);
пластическое деформирование обратного знака (растяжение металла шва и около шовной зоны – прокатка, проколачивание и т. п.);
местный подогрев, применяемый обычно с целью уменьшения неравномерности распределения температуры при сварке;
применение правильного порядка сварки; при выполнении ряда швов первыми следует делать швы, расположенные ближе к центру тяжести сечения свариваемого элемента, например, в несимметричном двутавре первой должна привариваться к стенке полка большого сечения;
механическая правка деформированных изделий.
4.3. Конструирование и работа сварных соединений
При проектировании сварных соединений необходимо учитывать их неоднородность, определяемую концентрацией напряжений, изменением механических характеристик металла и наличием остаточного и напряженно-деформированного состояния.
Хорошо сваренные встык соединения имеют небольшую концентрацию напряжений от внешних сил, поэтому прочность таких соединений при растяжении или сжатии зависит от прочностных характеристик основного металла и металла шва. Разделка кромок соединяемых элементов не влияет на статическую прочность соединения и может не учитываться.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
