

УДК 621.56-52
ОПРЕДЕЛЕНИЕ ДЛИНЫ КАПИЛЛЯРНЫХ ТРУБОК
ДЛЯ ДРОССЕЛИРОВАНИЯ ХЛАДАГЕНТОВ
, Л. Кукелка *
*Польша, 5-17,
Кошалинский политехнический университет,
E-mail: *****@***pl
Обоснован и представлен метод расчетного определения длины капиллярных трубок для дросселирования хладагентов, учитывающий их свойства, холодопроизводительность и режим работы холодильной машины.
холодильная машина, капиллярная трубка, дросселирование, хладагент, параметры, трение
ВВЕДЕНИЕ
В малых холодильных машинах, предназначенных для бытовых и торговых холодильников, морозильников, шкафов и прилавков, систем кондиционирования воздуха, дросселирование хладагента осуществляют в капиллярных трубках (КТ) диаметром от 0,5 до 5,0 мм и длиной до 5 м в зависимости от холодопроизводительности холодильной машины.
Особенностью процесса дросселирования хладагента в КТ является то, что он происходит не в местном сопротивлении, а за счет трения потока, и такой процесс в технической термодинамике называют дросселированием, «растянутым» по длине [1].
В силу сложности процесса дросселирования, обусловленной образованием двухфазного потока с изменяющимися по длине КТ степенью сухости и другими параметрами хладагента, простые расчетные методики их подбора отсутствуют. Выбор характеристик КТ (длины и диаметра) производят по номограммам, полученным на основе экспериментальных исследований [2]. Однако такие номограммы разработаны только для некоторых фреонов (R12, R22, R502).
Метод расчета КТ для дросселирования различных хладагентов, основанный на определении параметров двухфазного потока хладагента по участкам КТ при допущениях его адиабативного течения как гомогенной среды и с применением законов гидромеханики, представлен в работе [3]. Однако для практических инженерных расчетов он из-за сложности в использовании не вполне удобен.
Выбор характеристик КТ зависит от холодопроизводительности холодильной машины Q0, вида хладагента, а также от температурного режима ее работы, определяемого его давлением и температурой кипения (p0 и T0), давлением и температурой конденсации (р и Т) и температурой переохлаждения Ти.
При заданных проектном режиме работы холодильной машины и диаметре КТ ее длина должна обеспечить дросселирование хладагента за счет трения от давления конденсации р до давления кипения в испарителе р0 в процессе 1-2 (рисунок).
Если применить КТ длиной меньше, чем должна быть, то процесс дросселирования хладагента завершится в ней при давлении ![]() выше давления кипения р0 в точке
выше давления кипения р0 в точке ![]() (рисунок) и процесс кипения в испарителе 2¢-3¢ будет протекать с понижением давления и температуры. При этом вследствие общего повышения температуры кипения и соответственно холодопроизводительности компрессора увеличится пропускная способность КТ, что может привести к переполнению испарителя и, как следствие, к понижению температуры всасывания и влажному ходу компрессора.
(рисунок) и процесс кипения в испарителе 2¢-3¢ будет протекать с понижением давления и температуры. При этом вследствие общего повышения температуры кипения и соответственно холодопроизводительности компрессора увеличится пропускная способность КТ, что может привести к переполнению испарителя и, как следствие, к понижению температуры всасывания и влажному ходу компрессора.
При длине КТ, превышающей необходимую, процесс дросселирования хладагента в нем завершится в точке 2² (рисунок) при давлении ![]() ниже расчетного давления кипения р0. В этом случае процесс кипения 2²-3 будет протекать с повышением давления и температуры. Так как при понижении температуры кипения холодопроизводительность компрессора и расход хладагента через КТ уменьшаются, то перегрев паров хладагента на высасывании в компрессор и нагрев его корпуса возрастут.
ниже расчетного давления кипения р0. В этом случае процесс кипения 2²-3 будет протекать с повышением давления и температуры. Так как при понижении температуры кипения холодопроизводительность компрессора и расход хладагента через КТ уменьшаются, то перегрев паров хладагента на высасывании в компрессор и нагрев его корпуса возрастут.
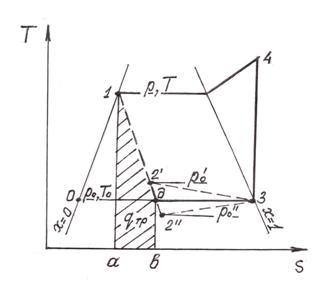
Рис. Процессы дросселирования хладагента в капиллярной трубке в цикле
холодильной машины без переохлаждения жидкого хладагента
Fig. Refrigerant throttling processes in capillary tube in a cycle of refrigeration machine without superchilling of liquid refrigerant
Таким образом, неправильный выбор длины КТ при принятом ее диаметре d приводит к нарушению температурного режима охлаждаемого объекта и возникновению опасных для компрессора режимов работы.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Условие дросселирования хладагента в КТ от заданного давления конденсации р до давления кипения р0 может быть выражено известной из гидромеханики зависимостью для определения потерь напора
 , (1)
, (1)
где x – коэффициент трения; w – скорость хладагента в КТ, м/с; v – удельный объем хладагента в КТ, м3/кг.
Течение дросселируемого двухфазного потока хладагента в КТ, в процессе которого понижаются его давление и температура, увеличиваются степень сухости, удельный объем и, вследствие необратимости процесса, энтропия, можно рассматривать как адиабатное течение гомогенной среды при некоторой постоянной средней температуре Тср. Тогда при принятом внутреннем диаметре КТ и заданном Dр ее длина, как следует из формулы (1), должна составить
 , (2)
, (2)
где vср и wср – удельный объем и скорость хладагента при средней температуре Тср.
Коэффициент трения для потока хладагента с учетом шероховатости труб D может быть рассчитан по формуле [4]
 , (3)
, (3)
где ![]() – критерий Re, в котором nср – коэффициент кинематической вязкости хладагента при Тср, м2/с.
– критерий Re, в котором nср – коэффициент кинематической вязкости хладагента при Тср, м2/с.
Для тянутых труб из латуни, меди  мм.
мм.
Для определения усредненных параметров хладагента в необратимом из-за трения потока процессе дросселирования воспользуемся свойством Т, s-диаграммы, согласно которому для рассматриваемого случая теплота трения и эквивалентная ей работа трения могут быть приближенно выражены площадью трапеции а-1-¶-в-а:
 , (4)
, (4)
где ![]() – энтропия жидкого хладагента в насыщенном состоянии при температуре Т, Дж/(кг×К); S¶ – энтропия хладагента на выходе из КТ при температуре Т0, Дж/(кг×К).
– энтропия жидкого хладагента в насыщенном состоянии при температуре Т, Дж/(кг×К); S¶ – энтропия хладагента на выходе из КТ при температуре Т0, Дж/(кг×К).
С другой стороны, работа трения в процессе дросселирования может быть представлена в виде формулы
 . (5)
. (5)
Тогда из формул (4) и (5) получим выражение для определения среднего удельного объема в процессе дросселирования
![]() . (6)
. (6)
Энтропия хладагента в конце процесса дросселирования по правилу аддитивности
 , (7)
, (7)
где ![]() – энтропия жидкого хладагента в насыщенном состоянии при температуре Т0, Дж/(кг×К);
– энтропия жидкого хладагента в насыщенном состоянии при температуре Т0, Дж/(кг×К); ![]() – энтропия сухого насыщенного пара хладагента при температуре Т0, Дж/(кг×К); х – степень сухости хладагента после дросселирования.
– энтропия сухого насыщенного пара хладагента при температуре Т0, Дж/(кг×К); х – степень сухости хладагента после дросселирования.
Так как энтальпия хладагента в начале процесса дросселирования ![]() и по окончании
и по окончании ![]() равны, то по правилу аддитивности
равны, то по правилу аддитивности
 , (8)
, (8)
где ![]() и
и ![]() – энтальпия хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при температуре Т0, Дж/кг.
– энтальпия хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при температуре Т0, Дж/кг.
При заданных холодопроизводительности Q0 и температурном режиме работы холодильной машины количество циркулирующего хладагента, или необходимая пропускная способность КТ
 , (9)
, (9)
где r – теплота парообразования, Дж/(кг×К).
Тогда средняя скорость двухфазного потока в КТ в процессе дросселирования от р до р0 будет равна
 . (10)
. (10)
Для определения критерия Re и коэффициента трения x необходимо предварительно вычислить коэффициент кинематической вязкости и степень сухости хладагента при средней температуре, соответствующей среднему удельному объему Vср на линии процесса дросселирования.
Для этого диапазон рабочих температур от Т до Т0 следует разделить на интервалы и для каждого значения температуры Тi определить степень сухости хi и удельный объем Vi хладагента при его дросселировании при ![]() по уравнениям
по уравнениям
![]() , (11)
, (11)
где ![]() и
и ![]() – энтальпия хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при температуре Ti, Дж/кг;
– энтальпия хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при температуре Ti, Дж/кг; ![]() и
и ![]() – удельный объем хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при температуре Ti, м3/кг.
– удельный объем хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при температуре Ti, м3/кг.
После определения интервала температур, в который попадает величина Vср, и принимая изменение теплофизических характеристик в нем, подчиняющихся линейной зависимости, нетрудно найти среднюю температуру Тср, соответствующую среднему удельному объему Vср.
Для средней температуры рассчитывают степень сухости хср и коэффициент кинематической вязкости по формулам
![]() , (12)
, (12)
 , (13)
, (13)
где ![]() и
и ![]() – энтальпия хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при средней температуре Тср, Дж/кг;
– энтальпия хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при средней температуре Тср, Дж/кг; ![]() и
и ![]() – кинематическая вязкость хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при средней температуре Тср, м2/с.
– кинематическая вязкость хладагента в состоянии насыщенной жидкости и сухого насыщенного пара при средней температуре Тср, м2/с.
Представленные выше зависимости позволяют определить усредненные параметры потока хладагента в процессе дросселирования и в конечном итоге длину КТ в зависимости от режима работы холодильной машины, ее холодопроизводительности, вида хладагента и принятого диаметра КТ.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
С целью апробации разработанной методики были выполнены расчеты длины КТ для холодильной машины холодопроизводительностью  Вт. Хладагент – фреон R22, температура конденсации равна температуре переохлаждения и составляет
Вт. Хладагент – фреон R22, температура конденсации равна температуре переохлаждения и составляет  °С. Температура кипения °С. Диаметр КТ
°С. Температура кипения °С. Диаметр КТ ![]() мм.
мм.
Для принятого режима работы по таблицам свойств фреона R22 [5]:  МПа,
МПа, ![]() МПа,
МПа,  кДж/кг,
кДж/кг, ![]() кДж/кг,
кДж/кг,  кДж/кг,
кДж/кг, ![]() кДж/кг,
кДж/кг,  кДж/(кг×К),
кДж/(кг×К), ![]() кДж/(кг×К),
кДж/(кг×К),  кДж/(кг×К).
кДж/(кг×К).
Степень сухости хладагента в конце процесса дросселирования по формуле (8)
 .
.
Энтропия хладагента в конце процесса дросселирования по формуле (7)
![]() кДж/(кг×К).
кДж/(кг×К).
Удельная работа трения по формуле (4)

Заданный перепад давления при дросселировании в КТ

Средний удельный объем хладагента в процессе дросселирования по формуле (6)
 м3/кг.
м3/кг.
Необходимая пропускная способность КТ по формуле (9)
 кг/с.
кг/с.
Средняя скорость двухфазного потока в КТ по формуле (10)
![]() м/с.
м/с.
Для определения средней температуры, соответствующей среднему удельному объему, составим таблицу свойств дросселируемого хладагента в диапазоне температур минус 5…5°С с использованием данных, приведенных в справочнике [5], и формул (12) и (13) для расчетного определения степени сухости и удельного объема.
Таблица 1. Свойства дросселируемого фреона R22
Table 1. Properties of throttled freon R22
|
ti, °C |
h¢, кДж/кг |
h², кДж/кг |
r, кДж/кг |
|
|
|
м3/кг |
|
-5 |
494,2 |
702,6 |
208,4 |
0,202 |
0,7698 |
55,157 |
11,756 |
|
0 |
500,0 |
704,4 |
204,4 |
0,178 |
0,7800 |
46,992 |
9,006 |
|
5 |
505,9 |
706,2 |
200,3 |
0,152 |
0,7905 |
40,258 |
6,801 |
Из табл. 1 видно, что величина среднего удельного объема дросселируемого хладагента ![]() м3/кг находится в диапазоне температур 0…5°С.
м3/кг находится в диапазоне температур 0…5°С.
Нетрудно показать, что уравнение зависимости удельного объема дросселируемого хладагента от температуры в этом диапазоне температур имеет вид
 .
.
Отсюда следует, что средняя температура дросселируемого потока хладагента составит
![]() °С,
°С,
которая практически равна среднеарифметическому значению температуры хладагента в начале и конце процесса дросселирования:
 °С.
°С.
Энтальпия фреона R22 при средней температуре ![]() °С [5] в состоянии:
°С [5] в состоянии:
насыщенной жидкости h¢=500,0 кДж/кг;
сухого насыщенного пара h²=704,4 кДж/кг.
Степень сухости дросселируемого хладагента при средней температуре ![]() °С по формуле (13)
°С по формуле (13)
![]() .
.
Коэффициенты кинематической вязкости фреона R22 при средней температуре ![]() °С [2] в состоянии:
°С [2] в состоянии:
насыщенной жидкости  м2/кг;
м2/кг;
сухого насыщенного пара ![]() м2/кг.
м2/кг.
Коэффициент кинематической вязкости фреона R22 при средней температуре ![]() °С по формуле (14)
°С по формуле (14)
 м/с.
м/с.
Критерий Рейнольдса
 .
.
Коэффициент трения по формуле [4] при шероховатости ![]() мм
мм
 .
.
Длина КТ по формуле (2)
 м.
м.
Аналогичные расчеты по определению длины КТ были выполнены для холодопроизводительностей Q0 500 и 1500 Вт и диаметра КТ d=1мм. Такие же расчеты были произведены для тех же холодопроизводительностей и диаметров КТ, но при  Па и
Па и ![]() Па (
Па (![]() °С). Результаты вычислений представлены в табл. 2.
°С). Результаты вычислений представлены в табл. 2.
Таблица 2. Длина капиллярной трубки при различных ее диаметрах и условиях работы холодильной машины (хладагент – фреон R22)
Table 2. The length of capillary tube at its different diameters and performance condititions of refrigeration machine (refrigerant-freon R22)
|
Холодопроизводительность холодильной машины Q0, Вт |
Длина капиллярной трубки l, м | |||
|
|
| |||
|
d=1 мм |
d=2 мм |
d=1 мм |
d=2 мм | |
|
500 |
0,52 |
17,93 |
0,95 |
31,29 |
|
1000 |
0,13 |
4,77 |
0,25 |
8,55 |
|
1500 |
0,06 |
2,15 |
0,11 |
3,94 |
Данные табл. 2 свидетельствуют, что холодопроизводительность холодильной машины, перепад давления и диаметр КТ оказывают существенное влияние на длину КТ.
При заданном режиме работы холодильной машины ( ) и диаметре КТ с увеличением холодопроизводительности увеличиваются количество циркулирующего хладагента и его скорость в КТ, что приводит, как следует из выражения (2), к уменьшению длины КТ. Из выражения (2) также следует, что с уменьшением диаметра КТ сокращается ее длина.
) и диаметре КТ с увеличением холодопроизводительности увеличиваются количество циркулирующего хладагента и его скорость в КТ, что приводит, как следует из выражения (2), к уменьшению длины КТ. Из выражения (2) также следует, что с уменьшением диаметра КТ сокращается ее длина.
Увеличение расчетного перепада давления , исходя из выражения (2), должно привести к увеличению длины КТ. Однако этого не происходит, так как с увеличением перепала давления и, соответственно, температур  при равных давлениях конденсации увеличиваются количество циркулирующего хладагента и его скорость в КТ. Так, при Вт и диаметре КТ
при равных давлениях конденсации увеличиваются количество циркулирующего хладагента и его скорость в КТ. Так, при Вт и диаметре КТ ![]() мм при
мм при  МПа
МПа ![]() кг/с и
кг/с и  м/с, а при
м/с, а при ![]() МПа
МПа  кг/с и
кг/с и ![]() м/с. При этом уменьшение скорости потока в КТ, величина которой входит в выражение (2) в знаменателе в квадрате, оказывает более сильное влияние, чем увеличение перепада давлений.
м/с. При этом уменьшение скорости потока в КТ, величина которой входит в выражение (2) в знаменателе в квадрате, оказывает более сильное влияние, чем увеличение перепада давлений.
ВЫВОДЫ
1. Разработана на основе термодинамических и гидромеханических принципов простая и удобная для инженерных расчетов методика определения длины капиллярных трубок для дросселирования хладагентов в холодильных машинах.
2. Установлено, что средняя температура дросселируемого хладагента практически равна среднеарифметической величине температур переохлаждения и кипения хладагента.
3. Определено влияние холодопроизводительности и режима работы холодильной машины, а также диаметра капиллярной трубки на ее длину.
СПИСОК ИСПОЛЬЗОВАННЫХ ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ
1. Кириллин, термодинамика: учебник для вузов / , , . – М.: Энергия, 1974. – 448 с.
2. Диагностика работы дросселирующих устройств малых холодильных установок: учеб. пособие /, , . – Рязань: «Узорочье», 2000. – 136 с.
3. Ейдеюс, расчет капиллярных трубок / , // Вестник Международной академии холода. – 2008. – №3. – С. 36 – 39.
4. Киселев, . Основы механики жидкости / . – М.: Энергия, 1980. – 360 с.
5. Богданов, техника. Свойства веществ: справочник / , , . – М.: Агропромиздат, 1985. – 208 с.
LENGTH DEFINITION OF CAPILLARY TUBES FOR REFRIGERANTS
TROTTLING
V. N. Erlikhman, L. Kukielka
Method of calculation definition of capillary tubes length for refrigerant throttling taking into account refrigerant properties, refrigeration capacity of refrigeration machine and performance mode has been studied.
refrigeration machine, capillary tube, trottling, refrigerant, parameters, friction
