
УДК 621.372
УДК 621.791.3
АНАЛИЗ ВОЗМОЖНОСТЕЙ ОБЕСПЕЧЕНИЯ
ВЫСОКОГО КАЧЕСТВА МЕХАНИЗИРОВАННОЙ ПАЙКИ
В. Н. Штенников, к. т.н.
Уральский Федеральный университет (УрФУ) им. первого Президента Н. Ельцина,
г. Екатеринбург
E-mail: *****@***ru
Путём сравнения опытных данных с результатами математического моделирования проведён анализ возможностей оптимизации технологических процессов конвекционной, волновой и лазерной пайки.
Показано, что конвекционная и волновая пайка отличаются достаточно высокой точностью обеспечения оптимальной температуры пайки, меньшим перепадом температуры по глубине паяного соединения по сравнению с ручной контактной или лазерной пайкой.
Установлено, что температура паяных соединений как функция координат и времени при лазерной пайке может быть оценена по уравнениям теплопроводности для полуограниченной пластины с заданным тепловым потоком на поверхности. Температура паяных соединений в зависимости от времени при конвекционной пайке может быть адекватно описана в предположении квазистатичности процесса нагрева.
Ключевые слова: инженерная физика, приборы, электронные компоненты, пайка, температура, время пайки.
Актуальность темы
Развитие полупроводниковой техники, новых материалов и технологий открыло перспективы миниатюризации, повышения функциональности и надежности электронных приборов, а с другой - обострило ряд проблем, связанных с их изготовлением.
Опыт производства электронных приборов показывает, что качество их изготовления в первую очередь определяется качеством операции пайки [1].
Таким образом, решение вопроса обеспечения требуемого температурного режима пайки – один из основных вопросов исключения дефектов паяных соединений и, следовательно, электронных приборов в целом.
С другой стороны, в литературе обсуждаемому вопросу уделено недостаточно внимания.
Методика проведения исследований и результаты.
Температура измерялась с помощью хромель-копелевой или медь-константановой термопары. При этом соблюдалось условие, при котором диаметр проводов термопары был много меньше, чем диаметр вывода компонента. Для записи термо - ЭДС использовался потенциометр КСП-4 класса точности 0,25. Погрешность измерения температуры составляла ![]() °С. Время пайки определялось с помощью электронного секундомера.
°С. Время пайки определялось с помощью электронного секундомера.
Качество паяных соединений оценивалось: визуально, с помощью микроскопа МБС-2; методом исследования форм и шлифов паяных соединений; определением их механической прочности; испытаниями готовых блоков автоматики на воздействие ударов.
Пайка волной расплавленного припоя.
При пайке волной припоя нижняя поверхность печатной платы, а, следовательно и паяные соединения постоянно омываются расплавленным припоем, поэтому температура пайки равна температуре расплавленного припоя. Время пайки зависит от скорости движения платы по конвейеру и ширины волны. Таким образом, основные параметры пайки (температура и время) легко регулируются, что гарантирует стабильное высокое качество паяных соединений. Зависимость температуры паяных соединений от времени (термопрофиль) при пайке двойной волной припоя показан на рис. 1.
Рис. 1. Термопрофиль паяных соединений при пайке волной припоя с нижней стороны печатной платы.
В силу наличия «колодцев» в конструкции многослойных печатных плат с открытыми контактными площадками (МПП с ОКП) (см. рис 2), а также из-за отсутствия отечественной элементной базы, выдерживающей нагрев до температуры пайки и разрешенной для применения в электронных приборах, монтаж компонентов на упомянутые печатные платы может быть выполнен только методом контактной пайки.
В подтверждение этого тезиса на рис. 3 показан шлиф паяного соединения, выполненного без поджатия вывода к контактной площадке

Рис. 2. Внешний вид многослойной печатной платы с открытыми контактными площадками
МПП с ОКП волновой, лазерной или конвекционной пайкой. При величине зазора между выводом компонента и контактной площадкой более 0,2 мм «столбик» припоя не образуется и весь припой остается на выводе [2].
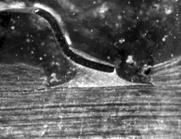
Рис. 3. Шлиф паяного соединения, выполненного без прижатия вывода к плате, лазерной, ИК или конвекционной пайкой на МПП с ОКП
Наши исследования показали, что для пайки волной расплавленного припоя, в отличие от ручной пайки паяльным инструментом, характерными являются следующие формы паяных соединений и типы дефектов: заливная форма паяного соединения с габаритами, больше размера контактной площадки; сквозная раковина; непропай вплоть до полного отсутствия припоя на контактной площадке; раковины и поры; перемычки припоя между соседними контактными площадками.
Лазерная пайка
Результаты исследовательских работ по лазерной пайке показали возможность ее применения для монтажа электронных приборов при условии расположения контактных площадок печатной платы на одном уровне. Метод позволяет выполнять паяные соединения в электронных модулях с высокой плотностью монтажа и малым шагом выводов без образования перемычек и шариков припоя. Во время пайки печатные платы и корпуса компонентов практически не нагреваются, что позволяет монтировать микросхемы, чувствительные к тепловым воздействиям. Установлено, что из-за отсутствия прямого воздействия лазерного излучения на корпуса микросхем они при пайке выводов нагреваются до температуры не выше 113 °С. Прочность паяных соединений, полученных на автомате лазерной пайки плат с горячим покрытием ПОС61 составляет: 11 ньютонов на вывод для соединений с излишним количеством припоя и 6,60 ньютонов на вывод для соединений с оптимальным количеством припоя. Среднее значение механической прочности на отрыв составило 8,80 ньютонов на вывод для одиночных контактных площадок. Разрыв паяных соединений происходил по границе: вывод-припой.
Зная мощность излучения и коэффициент поглощения поверхности можно определить интенсивность теплового потока излучения и решать задачу для разогрева полуограниченной пластины, на поверхности которой задан тепловой поток.
Если интенсивность теплового потока на поверхности полуограниченного тела (вывода компонента) пропорциональна ![]() , то градиент температуры можно рассчитать по уравнению (1) [3]:
, то градиент температуры можно рассчитать по уравнению (1) [3]:
 , (1)
, (1)
где ![]() избыточная температура пайки (превышение температуры над температурой среды);
избыточная температура пайки (превышение температуры над температурой среды); ![]() - время пайки;
- время пайки;  - коэффициент температуропроводности;
- коэффициент температуропроводности; ![]() - коэффициент теплопроводности;
- коэффициент теплопроводности; ![]() - плотность;
- плотность; ![]() - удельная теплоемкость;
- удельная теплоемкость;  - интеграл вероятности.
- интеграл вероятности.
На рис. 4. представлен график функции ![]() .
.
Рис. 4. График функции ![]()
Воспользуемся разложением в ряд функции ![]() при малых значениях аргумента [4]:
при малых значениях аргумента [4]:
 .
.
Тогда из приведенной ранее формулы (1), можно получить выражение для относительного перепада температуры по глубине паяного соединения:
 .
.
Для исключения перегрева термочувствительных компонентов избыточная температура нагреваемой поверхности должна быть не более 245 °С, а на максимальном удалении – не менее 210 °С для обеспечения требуемого качества паяных соединений [5]. С учётом погрешности поддержания температуры паяльного инструмента (до пайки) около ![]() °С и погрешности обеспечения требуемой температуры пайки на типовых паяных соединениях, по нашим данным не менее
°С и погрешности обеспечения требуемой температуры пайки на типовых паяных соединениях, по нашим данным не менее ![]() °С, допустимый интервал составит не более 10 °С [6]. В соответствии с этими ограничениями и с учётом значения коэффициента температуропроводности для материала вывода (медь) предельно допустимое значение относительного перепада температуры по глубине паяного соединения оставит: 10/265=0,037 [3].
°С, допустимый интервал составит не более 10 °С [6]. В соответствии с этими ограничениями и с учётом значения коэффициента температуропроводности для материала вывода (медь) предельно допустимое значение относительного перепада температуры по глубине паяного соединения оставит: 10/265=0,037 [3].
Это условие накладывает ограничение на допустимое время пайки ![]() при известной толщине паяного соединения
при известной толщине паяного соединения ![]() . Например, при пайке медного вывода компонента в металлизированное (медью) отверстие печатной платы, толщиной 1,5 мм минимальное время пайки составит около 1,4 с. При пайке планарного вывода микросхемы из ковара, коэффициент температуропроводности которого примерно в 10 раз меньше чем у меди, и толщиной 0,2 мм на контактную площадку печатной платы (глубина паяного соединения совпадает с толщиной вывода) минимальное время пайки составит около 0,4 с.
. Например, при пайке медного вывода компонента в металлизированное (медью) отверстие печатной платы, толщиной 1,5 мм минимальное время пайки составит около 1,4 с. При пайке планарного вывода микросхемы из ковара, коэффициент температуропроводности которого примерно в 10 раз меньше чем у меди, и толщиной 0,2 мм на контактную площадку печатной платы (глубина паяного соединения совпадает с толщиной вывода) минимальное время пайки составит около 0,4 с.
Конвекционная пайка.
В ходе исследований показано, что в случае использования печатных плат с контактными площадками на одном уровне перспективен конвекционный нагрев потоком горячего газа, обеспечивающий максимальную стабильность температуры пайки по всей поверхности печатной платы в пределах 8 °С.
В предположении постоянства коэффициента теплообмена между поверхностью печатного узла и потоком, при неоднородности температурного поля в объеме печатного узла много меньшей, чем его средняя избыточная температура, получены формулы:
![]() (2)
(2)
где ![]() - избыточная температура печатного узла во время его нагрева;
- избыточная температура печатного узла во время его нагрева; ![]() - максимально возможная избыточная температура печатного узла;
- максимально возможная избыточная температура печатного узла;
 , (3)
, (3)
где ![]() ,
, ![]() – постоянная времени охлаждения, нагрева печатного узла, соответственно;
– постоянная времени охлаждения, нагрева печатного узла, соответственно; ![]() - площадь поверхности печатного узла;
- площадь поверхности печатного узла; ![]() - теплоемкость печатного узла;
- теплоемкость печатного узла; ![]() - коэффициент теплоотдачи в условиях нагрева.
- коэффициент теплоотдачи в условиях нагрева.
Решая аналогичную задачу для режима охлаждения, получены следующие соотношения:
![]() (4)
(4)
 , (5)
, (5)
где ![]() - коэффициент теплоотдачи в условиях охлаждения.
- коэффициент теплоотдачи в условиях охлаждения.
Упомянутые соотношения позволяют достаточно корректно оценить среднюю температуру печатного узла в зависимости от: температуры теплоносителя (воздуха или азота), площади поверхности печатного узла, его теплоемкости, коэффициента теплообмена [6].
В общем случае постоянные времени нагрева и охлаждения печатного узла могут отличаться за счет различной скорости обдува и состава теплоносителя.
Из полученных выражений (3, 5) видно, что постоянная времени изменения температуры печатного узла при конвекционном нагреве и охлаждении обратно пропорциональна коэффициенту теплоотдачи, площади его поверхности и пропорциональна его теплоемкости. В частности, паяные соединения, находящиеся в различных условиях обдува теплоносителем нагреваются с различной скоростью.
Введение выдержки при температуре, ниже температуры плавления припоя, перед финишным нагревом печатного узла до температуры пайки за счет изменения температуры теплоносителя и скорости его движения дает возможность более равномерно прогреть электронные компоненты вне зависимости от соотношения их площади поверхности и теплоемкости [7].
С другой стороны, наличие на печатной плате компонентов в одинаковых корпусах позволяет исключить упомянутую выдержку без снижения качества пайки, что подтверждено нашими экспериментальными данными при внедрении технологии конвекционной пайки печатных плат с микросхемами, имеющими шаг выводов 0,5 мм.
Качество паяных соединений на исследуемых печатных платах соответствуют требованиям международного стандарта IPC-A-610 «Критерии приемки монтажа электронных компонентов. Поверхностный монтаж». Металлографическим анализом установлено отсутствие внутренних раковин и пор.
Паяные соединения имеют вогнутую галтель, что говорит о хорошем смачивании как материала выводов, так и контактных площадок. Все соединения имеют блестящую поверхность с отсутствием на поверхности раковин и усадочных пор. Отработанные режимы поверхностного монтажа микросхем с шагом выводов 0,5 мм внедрены в серийное производство печатных плат и рекомендованы для применения в производстве электронных приборов различного назначения на базе поверхностного монтажа.
Основные результаты
1. Оценена возможность соблюдения требуемых технологических режимов пайки и обеспечения их воспроизводимости для пайки волной припоя, лазерной пайки, конвекционной пайки.
2. Обнаружено, что конвекционная и волновая пайка отличаются возможностью реализации достаточно высокой точности обеспечения необходимой температуры пайки и меньшим перепадом температуры по глубине паяного соединения по сравнению с ручной контактной или лазерной пайкой.
3. Установлено, что разогрев паяных соединений, а также перепад температуры по их глубине при лазерной пайке может быть оценен по уравнениям теплопроводности для полуограниченной пластины с заданным тепловым потоком на поверхности. Показано, что разогрев печатного узла, а, следовательно, и паяных соединений при конвекционной пайке с достаточной точностью может быть описан в предположении квазистатичности теплового процесса.
4. Проведенные теоретические исследования и экспериментальные данные позволяют сделать вывод о перспективности применения волновой, конвекционной пайки для монтажа электронных приборов любого назначения при условии выполнения следующих основных требований: расположение контактных площадок печатных плат на одном уровне; применение компонентов, выдерживающих групповую пайку.
5. Использование лазерной пайки снимает ограничение по применению термочувствительных компонентов.
6. Показано, что постоянные времени нагрева и охлаждения печатного узла, определяющие регламентируемый нормативной документацией и ТУ на электронные приборы температурный профиль конвекционной пайки, пропорциональны его теплоемкости, обратно пропорциональны площади поверхности печатного узла и коэффициенту теплообмена, который в свою очередь зависит от скорости движения теплоносителя и его состава.
7. Установлено, что механическая прочность паяных соединений, выполненных волной расплавленного припоя, с помощью конвекционного или лазерного нагрева не ниже, чем у соединений, выполненных ручной контактной пайкой.
8. Высокое качество паяных соединений, выполненных по традиционным и уникальным технологиям, подтверждено проведением комплекса испытаний блоков автоматики на устойчивость к воздействию механических нагрузок, испытаниями приборов опытным хранением и на надежность, проверкой механической прочности нескольких сотен паяных соединений, визуальным контролем нескольких десятков тысяч паяных соединений, исследованием шлифов паяных соединений, форм паяных соединений, изучением внешнего вида разрушенных паяных соединений.
Литература
1. Ф., В. Пайка металлов. Изд. 2-е, М., Машиностроение, 1967, 367 с.
2. Н.. Оценка перспективности печатных плат // Приборы. № 9, 2008, с. 43-45.
3. И., М. Расчеты теплового режима твердых тел. Л., Энергия, 1976, 350 с.
4. Г. Корн, Т. Корн. Справочник по математике. Пер. под ред. И. Г. Арамановича, изд. Наука, М. ,1974, 284 с.
5. Г. Манко. Пайка и припои. М., Машиностроение, 1968, 322 с.
6. Н. Проблемы минимизации времени контактной и лазерной пайки // Нано - и микросистемная техника. № 2, 2009, с. 18-20.
7. Н. Сопоставление конвейерных и камерных печей для конвекционной пайки электронных компонентов // Сборка в машиностроении, приборостроении. № 7, 2010, с. 12-15.
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)