

Лекция 6 ОБЩИЕ ВОПРОСЫ КОНСТРУИРОВАНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
1. Общие положения
Каждый инструмент имеет рабочую и присоединительную части. Присоединительная часть служит для соединения инструмента со станком. Она имеет базовые поверхности, которыми инструмент ориентируется относительно станка, и элементы передачи усилий со станка на инструмент. Рабочая часть отделяет срезаемые слои от заготовки и отводит стружку из зоны резания. В свою очередь, режущая часть может состоять из элементов, последовательно выполняющих черновую, получистовую и чистовую обработку. Оптимальная конструкция рабочей части режущего инструмента обеспечивает высокую производительность и хорошее качество обработки.
Важнейшим элементом конструкции рабочей части инструмента является режущее лезвие, представляющее собой материализованное пространство, ограниченное двумя или несколькими поверхностями, линии пересечения которых образуют режущие кромки нужной конфигурации. Так как режущее лезвие и остальные элементы конструкции инструмента образуются путем сопряжения поверхностей, определенным образом расположенных в пространстве, это предопределяет общий подход к проектированию режущих инструментов всех видов и любого назначения.
Проектирование рабочей части производится в следующем порядке:
1) выбор режущего материала и способа закрепления режущих инструментов;
2) выбор схемы резания и разработка структурной схемы инструмента;
3) выбор геометрических параметров: формы рабочих поверхностей, структуры режущего контура (главных, вспомогательных, переходных, зачистных режущих кромок) и углов заточки;
4) выбор способов формирования и отвода стружки из зоны резания;
5) расчет зубьев и тела инструмента на прочность и жесткость;
6) оптимизация шага, размеров и формы зубьев, а также стружечных канавок инструмента;
7) определение размеров, формы, полей допусков рабочей части;
8) выбор способов отвода теплоты из зоны резания;
9)окончательная оптимизация конструкции рабочей части по минимуму приведенных затрат.
Проектирование присоединительной части производится в следующей последовательности:
1) выбор способа присоединения инструмента к станку (подвижность или неподвижность, быстрота смены, возможность регулирования размеров, точность, жесткость);
2) выбор формы базовых поверхностей;
3) выбор материала присоединительной части;
4) выбор способа соединения с рабочей частью;
5) расчет присоединительной части на передачу усилия резания, прочность, жесткость, точность базирования.
2. Рабочая часть инструментов
Представители основных групп режущих инструментов показаны на рис. 1. Каждый из них, несмотря на различную внешнюю форму и назначение, имеет paбочую часть, т. е. часть, которой непосредственно снимается стружка; каждый из инструментов имеет также соединительную (или зажимную) часть. Режущие зубья всех режущих инструментов напоминают резец; даже у такого режущего инструмента, как абразивный круг, кромки зерен тоже снимают стружку.
Под конструированием понимается определение всех размеров и форм режущего инструмента путем расчетов и графических построений. Задача конструктора сводится к следующему:
1) на основании данных учения о резании найти наивыгоднейшие углы заточки, определить силы, действующие на режущие поверхности инструмента, подобрать наиболее подходящий материал для изготовления рабочей части инструмента и такую форму рабочей части, которая обеспечивала бы свободное отделение стружки в процессе резания;
2) на основании данных технологии металлов найти наиболее удобную для обработки форму рабочей и соединитель ной частей инструмента, определить допуски на размеры рабочей и соединительной частей в зависимости от условий работы и требуемой точности обработки детали;
3) на основании данных учения о сопротивлении материалов произвести расчеты рабочей и соединительной частей инструмента на прочность и жесткость;
4) составить рабочий чертеж инструмента и технические условия, внеся в чертеж все необходимые данные о форме и размерах инструмента, а в технические условия - допуски, требования, предъявляемые к инструменту, данные для испытания инструмента и т. д.
Для конструирования рабочей части инструментов необходимо знать кинематическую схему резания. Любой режущий инструмент снимает стружку только в том случае, если его режущая кромка перемещается относительно обрабатываемой заготовки. Обычно относительное движение режущей кромки получается в результате сложения абсолютных движений инструмента и заготовки. Если рассмотрим движения, осуществляемые в различных металлорежущих станках, то увидим, что эти движения складываются из поступательных прямолинейных и вращательных
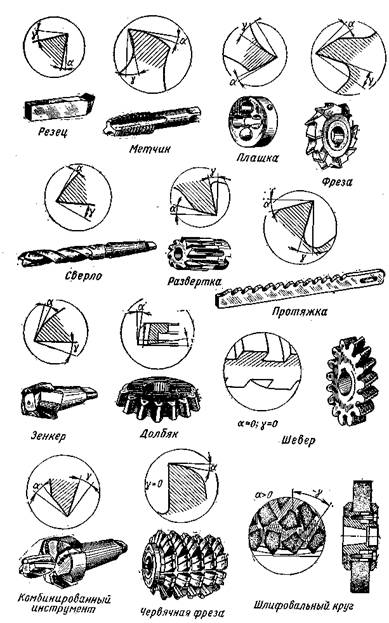 |
Рис. 1. Представители основных групп режущего инструмента
движений. Кинематическую схему резания важно знать конструктору для того, чтобы определить действительные значения углов резания, которые при работе инструмента зависят от кинематики резания.
Каждый тип инструмента может иметь различную схему распределения нагрузки. Допустим, намечено изготовить резьбу на валике на токарном станке. Материал впадины можно срезать различными способами. На рис. 2, а и б показано резание при углублении резца перпендикулярно к оси и вдоль одной стороны профиля резьбы. Каждый из указанных способов резания имеет свои преимущества и недостатки, и конструктор должен уметь выбрать наиболее выгодный вариант.
 |
Рис.2 Схема резания при нарезании резьбы с углублением резца:
а — перпендикулярно оси; б — вдоль одной стороны профиля резьбы
Инструментами, предназначенными для обдирочных работ, важно срезать как можно больше материала при наименьших силах и затратах энергии. Инструментом, предназначенным для чистовой обработки, важно обеспечить требуемый класс шероховатости и точность изготовления детали.
Различают однолезвийные инструменты (резцы) и многолезвийные (сверла, фрезы и т. д.). Каждый зуб инструмента можно рассматривать как отдельный резец со всеми присущими последнему геометрическими элементами. Переточка зуба инструмента заключается в снятии с него слоя металла, изношенного в процессе резания. Переточка, может быть произведена тремя способами:
1) только по задней поверхности;
2) только по передней поверхности;
3) одновременно по задней и передней поверхностям.
Применение того или иного метода заточки обусловливается назначением инструмента и условиями его эксплуатации.
Принятый метод затачивания по задней или передней поверхностям определяет основные геометрические размеры зуба инструмента и его форму. Рассматривая условия работы и износа инструмента, конструктор выбирает соответствующий метод затачивания, а следовательно, и форму зуба.
Во время резания происходит интенсивное стружкообразование. Непременное условие хорошей работы режущего инструмента — беспрепятственный отвод стружки от режущей кромки и достаточное пространство для ее размещения. Например, при работе проходного токарного резца стружка, не встречая препятствий на своем пути, свободно отделяется и свободно размещается (рис. 3, а).
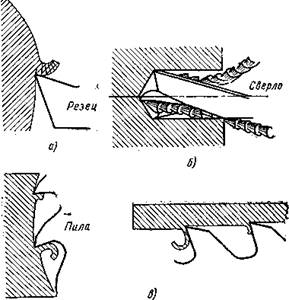 |
Рис. 3. Виды размещения стружки:
а - открытое пространство; б - отвод стружки при сверлении; в - закрытое пространство
При резании с высокими скоростями часто приходится искусственным путем создавать препятствия для отвода стружки и вынуждать сливную стружку завиваться отдельными кольцами или ломаться. Для этой цели делают специальные стружколоматели в виде уступов или в виде лунки на передней поверхности резца или других конструкций, обеспечивающих надежное завивание стружки.
Под закрытым пространством для помещения стружки условимся понимать такое пространство, при котором получаемая в процессе резания стружка не может свободно отводиться и остается в канавке перед зубом. Образующаяся стружка может отходить от режущей кромки по канавкам в теле инструмента (рис. 3, б), например при сверлении, В отдельных случаях прибегают к принудительному отводу стружки. Это можно обеспечить давлением струи охлаждающей жидкости, специальной формой канавки и углом ее наклона. Например, при конструировании гаечных метчиков соответствующим наклоном канавок можно заставить стружку идти в нужном направлении. В резцах это достигается выбором соответствующего угла наклона режущей кромки λ.
Процесс образования стружки сопровождается выделением значительного количества теплоты, что приводит к интенсивному износу инструмента. Одним из основных принципов конструирования рабочей части инструмента является снижение тепловыделения и обеспечение у проектируемого инструмента более интенсивного отвода теплоты от режущей кромки. При конструировании сложных инструментов приходится обеспечивать правильный отвод теплоты путем изготовления тела зуба инструмента достаточных размеров, а также системой каналов для подвода охлаждающей жидкости к режущим кромкам. резания. Рабочую часть инструмента - зуб - можно представить в виде балки, один конец которой заделан в корпус инструмента. Форма зуба и эпюра действующих на зуб сил сложны; поэтому рассчитать зуб на прочность трудно, и такой расчет не всегда производится. Практическая ценность расчета на прочность снижается и потому, что трудно учесть в расчете изменения сил в связи с неравномерной нагрузкой на зубья инструмента (например, при биении фрезы по режущим кромкам часть зубьев не участвует в работе и увеличенная нагрузка приходится на последующие зубья). Однако при конструировании инструментов следует производить хотя бы упрощенный расчет на прочность. Сложнее рассчитать режущий инструмент на жесткость и вибрации. В особо сложных и ответственных случаях производится испытание нескольких различных опытных вариантов конструкции и выбирается лучший из них.
На прочность инструмента влияет термическая обработка. При закалке инструмент получает значительные внутренние напряжения, которые могут привести к трещинам и разрушению инструмента. Концентрация внутренних напряжений происходит в местах резких изменений сечения, в острых углах и т. д. У правильно сконструированных инструментов острые углы и резкие переходы от сечения к сечению совершенно недопустимы. Они снижают прочность в несколько раз и приводят к трещинам и разрушению инструмента в процессе термической обработки. При проектировании режущих инструментов, предназначенных для обработки сложных и фасонных поверхностей, например резьбы, зубчатых колес и т. д., необходимо определить форму и размеры режущей кромки, так как форма режущей кромки будет обеспечивать получение заданной фасонной поверхности. Обработка фасонной поверхности инструментом может производиться двумя методами. Первый метод предусматривает получение профиля фасонной поверхности прямым копированием поверхности инструмента (рис. 4, а).
|
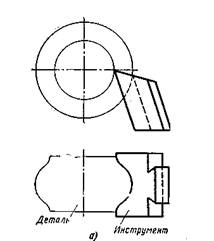 |
Второй метод (рис. 4, б) предусматривает получение заданной поверхности детали путем обкатывания. В этом случае профиль детали будет огибающей последовательных положений кромки инструмента.
а) б)
Рис. 4 Методы получения фасонных поверхностей:
При проектировании инструмента из поля зрения конструктора не должны выпадать вопросы, связанные с экономичным расходом инструментальных материалов. Стали для режущего инструмента, особенно быстрорежущая, значительно дороже конструкционной стали, а твердые сплавы в несколько раз дороже быстрорежущей стали. Поэтому в машиностроении получили чрезвычайно широкое распространение такие конструкции режущего инструмента, в которых режущая часть выполняется из быстрорежущей стали или твердых сплавов, а корпус — из конструкционной стали или инструментальной легированной стали.
Кроме экономного расходования материала, сборный инструмент имеет еще одно важное преимущество перед цельным, а именно: сборный инструмент позволяет производить регулирование размера. Например, у сборной развертки со вставными ножами можно регулировать диаметр развертки после износа путем раздвигания ножей. Регулировка позволяет увеличить срок службы инструмента. Поэтому нередко инструмент делается сборным только для возможности регулирования размера.
3. Присоединительная часть инструментов
Соединительная часть режущего инструмента (хвостового или насадного) должна передавать мощность, получаемую от шпинделя станка, на режущую часть инструмента. Если соединительная часть будет недостаточно прочна, т. е. рассчитана неправильно, то она будет лимитировать использование мощности инструментом.
При конструировании соединительной части режущего инструмента важно обеспечить необходимую точность установки инструмента в рабочий шпиндель (сверла, зенкеры, развертки и т. д.) или в гнездо (резцы фасонные, ножи и т. д.). С этой целью соединительные части инструментов изготовляются очень точно, чем обеспечивается полная взаимозаменяемость (например, отверстия долбяка, насадной червячной фрезы изготовляются по 1-му классу точности).
Конструкторы должны выбирать такую форму соединительной части, которая обеспечивает минимальное время, необходимое для закрепления инструмента на станке и даже для закрепления инструмента без остановки шпинделя станка (например, быстрая смена инструмента на сверлильном станке).
Конструкции соединительных частей разнообразны (рис.5):
1) для хвостовых инструментов с вращательным движением — квадрат на цилиндрическом хвостовике, инструментальный конус с лапкой и без лапки, быстросменные зажимы различных конструкций и т. д.;
2) для насадных инструментов с вращательным движением — цилиндрическое отверстие с продольной шпонкой, цилиндрическое отверстие с торцовой шпонкой, замки различных конструкций, конусы;
3) для инструментов с движением вдоль оси (протяжки, прошивки) — хвостовик с клиновидной чекой, быстросменные замки различных конструкций и т. д.
При определении формы и размеров инструмента должен учитываться способ его изготовления. Если, например, предполагается получать спиральное сверло путем прокатки и завивки, а не путем фрезерования, приходится учитывать особенности процесса прокатки и завивки в конструкции сверла.
Обычно при конструировании инструмента все перечисленные вопросы решаются комплексно. В дальнейшем указанные общие вопросы конструирования будут уточнены при рассмотрении отдельных видов инструмента.
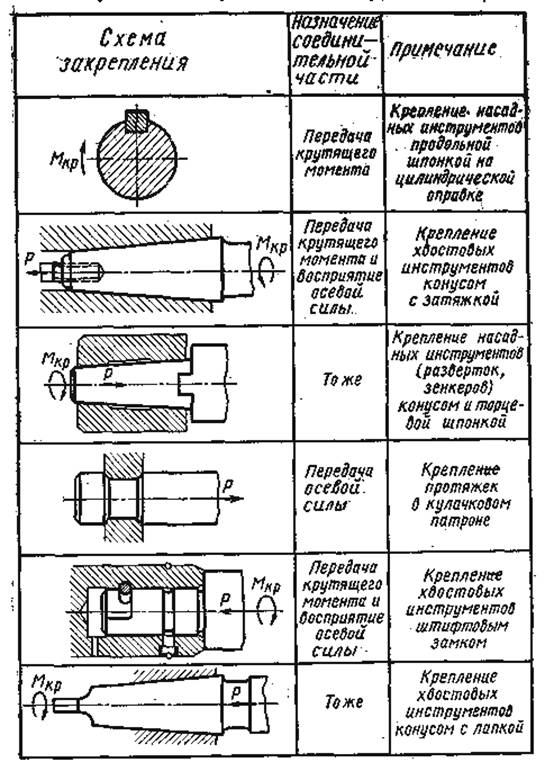
Рис.5 Наиболее употребительные соединительные части инструмента
