



уфимский государственный авиационный
технический университет
Лабораторная работа №2
по дисциплине
"Автоматизация производственных процессов"
Изучение конструкции и кинематики многоцелевого станка с ЧПУ модели 2С150Ф3.
Изучение вибрационного загрузочного устройства.
Выполнил студент гр. ТМ-583:
Принял:
УФА 2005
Цель:
1. Изучение конструкуции, кинематики и технологических возможностей многоцелевого станка с ЧПУ 2С150Ф3.
2. Изучение конструкции и принципов действия вибрационного загрузочного устройства и способов ориентации заготовок.
1. Станок 2С150Ф3.
На станке возможно выполнение следующих операций: сверление, зенкерование и растачивание отверстий, нарезание резьбы в отверстиях с помощью метчиков, фрезерование плоскостей и ступенчатых поверхностей. Станок оснащен устройством ЧПУ и крестовым столом, что позволяет осуществить координатную обработку деталей без предварительной разметки и применения кондукторных приспособлений.
Крестовый стол 2 установлен на основании 1, шпиндельная головка 4 размещена на станине 3 и может перемещаться по её вертикальным направляющим. Это движение обеспечивает необходимую рабочую подачу инструмента при обработке отверстий, а также используется как вспомогательное при смене инструмента в шпниделе. В шпиндельной головке смонтированы двухступенчатая АПК, и шпнидельный узел с пружинным устройством зажима инструментальных оправок. Захват хвостовика оправки осуществляется шариковым замком.
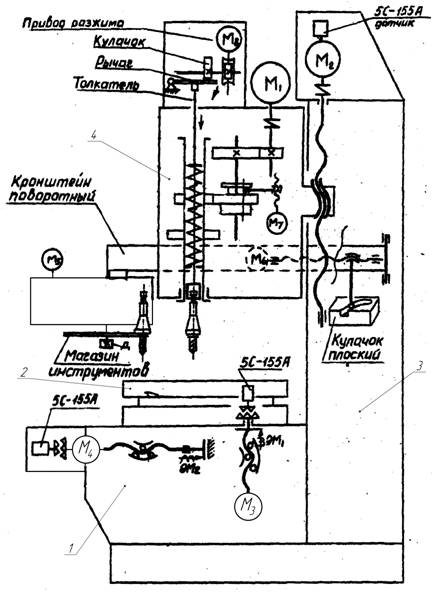 Рис. 1
Рис. 1
Система ЧПУ связана с датчиками обратной связи приводов движений по осям X, Y и Z и выдает управляющие сигналы на блоки управления этими приводами. При этом возможно позиционирование крестового стола и шпиндельной бабки. (См. рис.1 датчики 5С-155А).
Схема расположения концевых выключателей, и оптических датчиков показана на рис. 2.
Рис. 2
Предназначение датчиков обозначенных на рисунке 2 следующее:
1. Концевой выключатель(КВ), указывающий положение устройства зажима инструмента;
2. КВ срабатывающий при опускании шпиндельной бабки в момент её опускания при зажиме инструмента.
3. Концевые выключатели срабатывающие в крайних положениях при передвижении механизма смены инструмента по кулачку.
4. КВ ограничения вертикального перемещения крестового стола;
5. КВ ограничения продольного пермещения крестового стола;
6. КВ ограничения поперечного перемещения крестового стола.
Рис. 3
Конструкция шпиндельного узла станка показана на рис. 3.
Принцип действия автоматической смены инструмента:
Перед сменой инструмента шпиндель ориентируется в угловом положении таким образом, чтобы торцевые шпонки шпинделя могли войти в пазы на фланце инструментальной оправки. В начальный момент смены инструмента магазин с набором инструментов находится в положении ожидания, а шпиндельная бабка – в верхнем положении на росстоянии 150 мм от плоскости диска магазина, тарельчатые пружины сжаты и шариковый замок открыт. По команде ЧПУ включается электродвигатель М6 вращения винта и поворотный кронштейн подводит магазин в положение смены инструмента, при этом ось инструментальной оправки совмещается с осью конического отверстия шпинделя.
Затем включается электродвигатель М2 вращения вертикального винта и шпиндельная бабка движется вниз. Хвостовик инструментальной оправки входит в отверстие шпинделя, после чего электродвигатель М2 отключается. Включается электродвигатель М8 и кулачок поворачивается на 180°, а шариковый замок под действием тарельчатых пружин крепит инструментальную оправку в шпинделе.
Вибрационные загрузочные устройства относятся к устройствам, выдающим заготовки в зону питания станка непрерывным потоком. Перемещение заготовок происходит по лотку при его колебаниях.
В сравнении с другими типами автоматических загрузочных устройств вибрационные устройства имеют ряд преимуществ:
высокую производительность;
отсутствие подверженных ихносу трущихся пар;
перемещение заготовок осуществляется плавно с бесступенчатым регулированием скорости;
не требуются захваты и предохраниельные устройства;
Вибробункер состоит из чаши 1, куда загружаются заготовки, спирального лотка 2, жестко соединенного с чашей, средств ориентации – первичного 3 и вторичного 4 и электромагнитного вибратора, питающегося от источника переменного тока. Вибратор сообщает чаше колебания, которые состоят из двух движений: вращательного и поступательного. Эти движения осуществляются за счет наклонно установленных пластинчатых пружин 6.
В зависимости от амплитуды колебаний лотка различают три режима движения заготовок: с проскальзыванием, с микропролетом, с подбрасыванием.
Первичное ориентирующее устройство 3 отводит от захватывающего лотка заготовки, оказавшиеся на дне чаши в вертикальном положении. Вторичное ориентирующее устройство 1 сбрасывает с лотка те из заготовок, которые оказались к верх ногами.
Производительность Q вибрационного бункера (шт/мин) :
где ![]() - средняя скорость движения заготовок по лотку в метрах в секунду, зависящая от угла подъема лотка, коэффициента трения заготовки по лотку, амплитуды и направления колебаний лотка;
- средняя скорость движения заготовок по лотку в метрах в секунду, зависящая от угла подъема лотка, коэффициента трения заготовки по лотку, амплитуды и направления колебаний лотка; ![]() размер заготовки вдоль лотка в метрах; К – кожффициет заполнения лотка, учитывающий разрывы между заготовками в потоке.
размер заготовки вдоль лотка в метрах; К – кожффициет заполнения лотка, учитывающий разрывы между заготовками в потоке.
Вероятность ориентации заготовок определяется по формуле:  где n – общее число заготовок, n’ – число заготовок с правильной ориентацией.
где n – общее число заготовок, n’ – число заготовок с правильной ориентацией.
Данные полученные в результате эксперимента представлены в таблице 1.
Таблица 1
|
I, A |
t, c |
V, м/с |
Q шт/мин |
|
10 |
0 |
0 |
0 |
|
20 |
40 |
0,026 |
97,7 |
|
25 |
38 |
0,025 |
93,75 |
|
30 |
53 |
0,019 |
71,25 |
|
35 |
42 |
0,024 |
90 |
|
40 |
59 |
0,017 |
63,75 |
|
45 |
56 |
0,018 |
67,5 |
|
50 |
67 |
0,015 |
56,25 |
Диаграмма зависимости производительности вибробункера от тока вибратора.
Определим вероятность правтлности ориентации заготовки на выходе из вибробункера на при максимальной производительносте: n=3, n’=2; ![]() .
.
